Download
1 / 11
110 likes | 215 Views
数控铣床 与操作. 项目 二 配合件加工. 数控铣床 与操作. 一、加工准备 ①详阅零件图,并检查坯料的尺寸; ②编制加工程序,输入程序并选择该程序; ③用平口虎钳装夹工件,伸出钳口 12mm 左右,用百分表找正; ④安装寻边器,确定工件零点为坯料上表面的中心,设定零点偏置; ⑤安装 φ20mm 粗立铣刀并对刀,设定刀具参数,选择自动加工方式. 数控铣床 与操作. 二、粗铣轮廓 60mm×60mm ,深 10.5mm 。. 数控铣床 与操作. 三、铣 75×75 及 4 - R15 圆弧 ①调头装夹,钳口夹持 9mm 左右,用百分表找正;

E N D
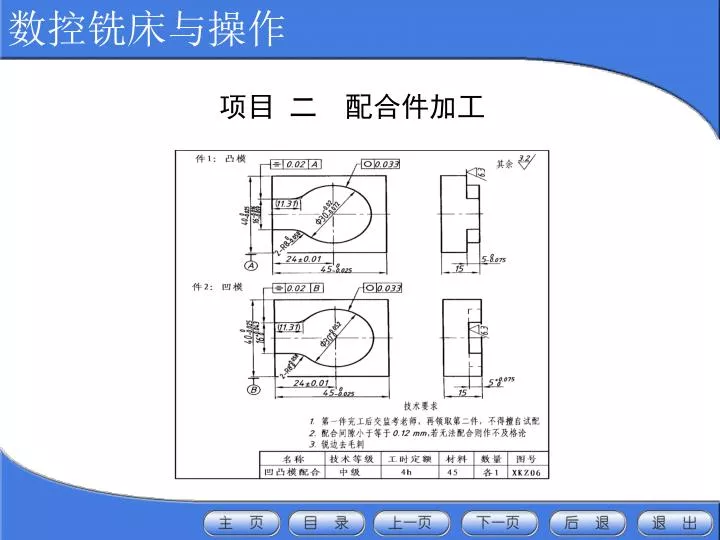
数控铣床与操作 项目 二 配合件加工
数控铣床与操作 一、加工准备 ①详阅零件图,并检查坯料的尺寸; ②编制加工程序,输入程序并选择该程序; ③用平口虎钳装夹工件,伸出钳口12mm左右,用百分表找正; ④安装寻边器,确定工件零点为坯料上表面的中心,设定零点偏置; ⑤安装φ20mm粗立铣刀并对刀,设定刀具参数,选择自动加工方式
数控铣床与操作 二、粗铣轮廓 60mm×60mm,深10.5mm。
数控铣床与操作 三、铣75×75及4-R15圆弧 ①调头装夹,钳口夹持9mm左右,用百分表找正; ②安装寻边器,确定工件零点为坯料上表面的中心,设定零点偏置; ③安装φ20mm粗立铣刀并对刀,设定刀具参数,选择程序,粗铣轮廓,留0.50mm单边余量。 ④安装φ20mm精立铣刀并对刀,设定刀具参数,半精铣轮廓,留0.10mm单边余量; ⑤实测工件尺寸,调整刀具参数,精铣轮廓至要求尺寸。
数控铣床与操作 四、铣55×55外轮廓 ①调头装夹,钳口夹持10mm左右,用百分表找正; ②安装寻边器,确定工件零点为坯料上表面向下1.0mm的中心,设定零点偏置; ③安装φ80mm面铣刀并对刀,设定刀具参数,选择程序,粗、精铣上表面至尺寸; ④安装φ20mm精立铣刀并对刀,设定刀具参数,选择程序,半精铣轮廓,留0.10mm单边余量; ⑤实测工件尺寸,调整刀具参数,精铣外轮廓至要求尺寸。
数控铣床与操作 五、铣十字槽 ①安装φ12mm粗立铣刀并对刀,设定刀具参数,选择程序。 ②粗铣十字槽,留0.50mm单边余量。 ③安装φ12mm精立铣刀并对刀,设定刀具参数,选择程序,半精铣十字槽,留0.10mm单边余量。 ④实测工件尺寸,调整刀具参数,精铣十字槽至要求尺寸。
数控铣床与操作 六、工件的安装 1.工件安装 (1) 直接找正安装 概念:用划针、百分表等工具直接找正工件位置并加以夹紧的方法称直接找正安装法。 特点:生产率低,精度取决于工人的技术水平和测量工具的精度 (2) 划线找正安装 概念:先用划针画出要加工表面的位置,再按划线用划针找正工件在机床上的位置并加以夹紧。 特点:费时,又需要技术高的划线工
数控铣床与操作 七、夹具的安装 将工件直接安装在夹具的定位元件上的方法特点: ①工件在夹具中的正确定位,是通过工件上的定位基准面与夹具上的定位元件相接触而实现的。因此,不再需要找正便可将工件夹紧。 ②由于夹具预先在机床上已调整好位置,因此,工件通过夹具相对于机床也就占有了正确的位置 ③通过夹具上的对刀装置,保证了工件加工表面相对于刀具的正确位置。
数控铣床与操作 八、根据材料选择刀具 (1)铜,铝:这种材料比较软,是比较好加工的材料,一般各种刀具都能加工,铜比较软,但韧性大,如果刀不锋利会起毛,另外如果不方便螺旋进刀时可以垂直下刀(进刀量H<0.5)刀一般不会断,加工铜时刀具的转速要高一些,这样走刀就可以快,从而提高加工效率。 (2)钢: 1)软,如进口王牌,国产45#钢,50#钢,这种料也算比较也加工,用国产的高速钢刀如AIA,进口的如LBK,STK,YG等可方便地加工。 2)硬,如738,p20等,用AIA刀较难加工,用进口的如YG可以加工,最好用合金刀或刀把加工。 3)很硬,如718,S136,油钢,及五金模用的合金钢,很硬,用AIA刀很难加工,用YG类可以加工,最好用合金刀把加工。 (3)淬火或烧焊模料一般不允许用高速钢刀加工,改用合金刀或刀把加工
