Download

1 / 9
100 likes | 422 Views
USING MOLLART SPRAY MIST SYSTEM. SETTING UP IN CONVENTIONAL MANNER. DATUM YOUR PART AS NORMAL PROCEDURE. HOLE PREPARATION. SPOT AND DRILL PILOT BORE. BORE TO BE NO BIGGER THAN 0.025MM THAN THE DEEP HOLE TOOL & 2 x DIA DEEP. DRILL AND REAM FOR BETTER ACCURACY. SETTING UP SPRAY MIST SYSTEM.

E N D
SETTING UP IN CONVENTIONAL MANNER • DATUM YOUR PART AS NORMAL PROCEDURE.
HOLE PREPARATION • SPOT AND DRILL PILOT BORE. • BORE TO BE NO BIGGER THAN 0.025MM THAN THE DEEP HOLE TOOL & 2 x DIA DEEP. • DRILL AND REAM FOR BETTER ACCURACY.
SETTING UP SPRAY MIST SYSTEM • FIT ROTATING UNION INTO SPINDLE AND CONNECT OIL SYSTEM TO NORMAL SHOP AIR SUPPLY 90 - 100 PSI. • MAKE SURE ANTI ROTATIONAL BAR IS ARRESTING THE ROTATING UNION FROM ROTATION. • POSITION MIST EXTRACTION.
POSITION DEEP HOLE DRILLING TOOL • MAKE SURE THE DEEP HOLE DRILLING TOOL IS WITHIN THE 40 X DIAMETER RATIO RECOMMENDED BY BOTEK. • PLUG THE TOOL INTO THE PILOT BORE WITHOUT TOOL ROTATING.
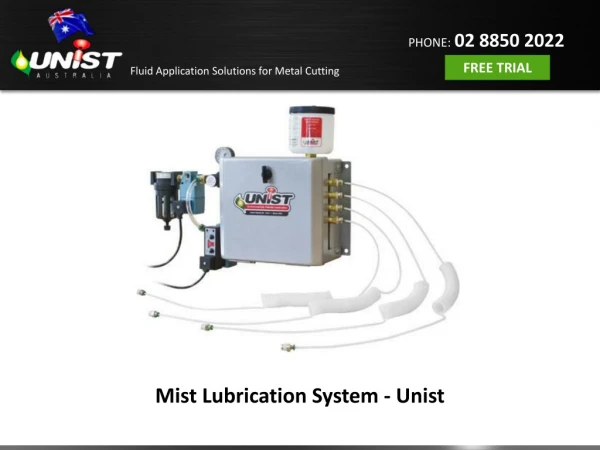
SETTING THE SPRAY MIST SYSTEM ADJUST THE NUMBER OF PULSES REQUIRED FOR OIL LUBE SYSTEM. DEPENDANT UPON SIZE OF DRILL. OIL RESERVOIR AIR ON OFF SLEEVE TURN ON BEFORE DRILLING
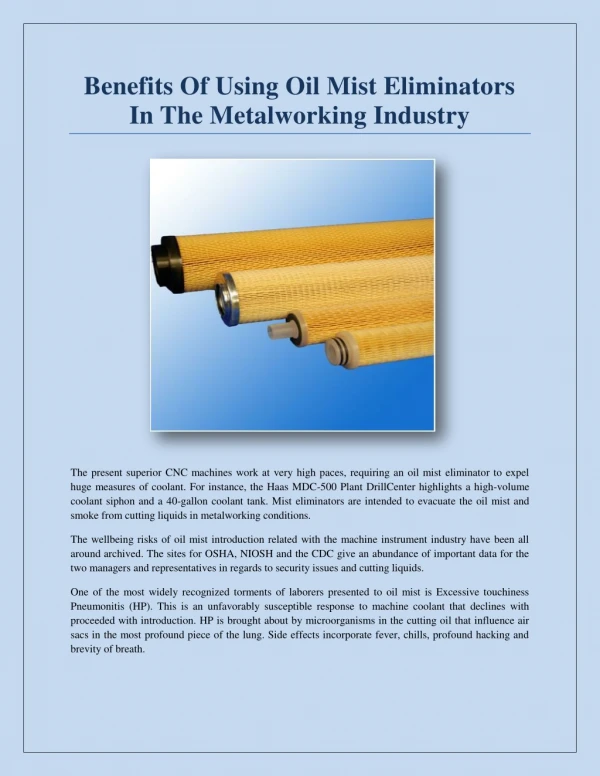
DRILL HOLE • APPLY NORMAL SPEEDS AND FEEDS FOR DEEP HOLE DRILLING TOOLS. CLICK HERE FOR BOTEK FEED AND SPEED CHART • DRILL HOLE TO DEPTH REQUIRED. • NO NEED TO RETRACT TOOL DURING CUTTING. • ENSURE THE SPINDLE IS STOPPED BEFORE RETRACTING THE TOOL.
Ian Petitt: DEEPER HOLES THAN 40 X DIAMETER • APPLY A SECOND TOOL THAT IS 80 X DIAMETER AND START THE PROCESS AGAIN FROM THE END OF THE FIRST HOLE. • IT IS POSSIBLE TO DRILL HOLES UP TO 100 X DIAMETER WITH THIS PROCESS.
MAX WORKING PRESSURE 40 BAR MAX ROTATING SPEED 3000 RPM DIAMETER OF SOCKET FOR TOOL 35MM X 60 SIDE LOCK BACK END TO FIT MACHINE IS MORSE TAPER No.4 MIN - MAX TOOL DIAMETER 5 - 25MM AIR OPERATED PULSE VALVE NO ELECTRICAL SUPPLY REQUIRED. RECOMMENDED OIL (MILLICUT J40 OR DIRECT EQUIVALENT) MAG BASE AS STANDARD FITTING 1.8 MTRS TUBE UNIT WORKING PRESSURE = 10 BAR MAX UNIT SPECIFICATION ROTARY UNION OIL MIST SYSTEM