Download
1 / 36
360 likes | 412 Views
Worker-Machine Systems. Worker operat es a powered equipment Examples: Machinist operating a milling machine Construction worker operating a backhoe حفار Truck driver driving an 18-wheel tractor-trailer جرار ومقطورة Worker crew operating a rolling mill ماكينة درفلة

E N D
Worker-Machine Systems • Worker operates a powered equipment • Examples: • Machinist operating a milling machine • Construction worker operating a backhoe حفار • Truck driver driving an 18-wheel tractor-trailerجرار ومقطورة • Worker crew operating a rolling mill ماكينة درفلة • Clerical worker entering data into a PC
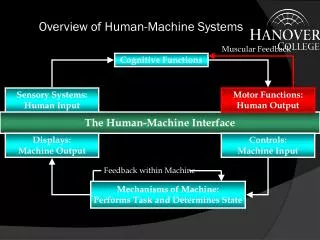
Humans Sense unexpected stimuli الشعور بالمؤثرات الغير متوقعه Solve problems Adapt to change Generalize from observations Learn from experience Make decisions on incomplete data Machines Perform repetitive operations consistently Store large amounts of information Retrieve data from memory reliably Perform multiple tasks at the same time Apply high forces and power Perform computations very quickly Make routine decisions quickly Relative Strengths
Relative Strengths • In a worker-machine system the worker and the machine both contribute their own strengths and capabilities • The result is synergistic التآزرية • Types of worker-machine systems: • Types of powered machinery used in the system • Numbers of workers and machines in the system • Level of operator attention required to run the machinery
Types of Powered Equipment • Powered machinery: A source of power other than human (or animal) strength is used to operate that tool (or machine). • Portable power tools • Light enough in weight so that they can be easily carried • Mobile powered equipment • Heavy pieces of equipment but transportable • Stationary powered machines • Perfom functions in a stationary location
Classification of Powered Machinery • Portable power drills, chain saws, electric hedge trimmers Cars, buses, trucks, airplanes Tractor, bulldozers, backhoes, forklifts Electric power generators Turning, drilling, milling PCs, photocopiers, telephones Ovens, cash register
Numbers of Workers and Machines One worker and One machine • Taxicab driver and taxi One worker and Multiple machines • A worker operating several machines
Numbers of Workers and Machines Multiple workers and One machine • A crew on a ship Multiple workers and Multiple machines • Emergency repair crew responding to machine breakdowns in a factory
Level of Operator Attention • Full-time attention • Welders performing arc welding • Part-time attention during each work cycle • Worker loading and unloading a production machine on semi-automatic cycle
Level of Operator Attention • Periodic attention with regular servicing • Worker loading a machine every 20 cycles • Periodic attention with random servicing • Firefighters responding to alarms • Maintenance worker repairing machines
Good Work Design for Machine-Worker Systems • Design the controls of the machine to be logical and easy to operate for the worker. • Design the work sequence so that as much of the worker’s task as possible can be accomplished while the machine is operating. • Minimize the idle times of both the worker and the machine. • Design the task and the machine to be safe for the worker. • If the system is a multiple worker or/and multiple machine system, optimize the number of workers or machines in the system according to a specified objective.
Cycle Time Analysis • Two categories of worker-machine systems in terms of cycle time analysis • Cases: • Systems in which the machine time depends on operator control • A typist typing a list of names on a typewriter • Carpenter using power saw to cut lumber • A construction worker operating a backhoe • Cycle time analysis is same as for manual work cycle • Systems in which machine time is constant and independent of operator control • Operator loading semi-automatic production machine • Our focus is on this 2nd type • Two types:
Case 2.a: Cycle Times with No Overlap Between Worker and Machine • Worker elements and machine elements are sequential • There is no overlap in work elements between the worker and the machine • While worker is busy, machine is idle • While machine is busy, worker is idle • Normal time for cycle Tn = Tnw + Tm, where Tnw = Normal time for the worker-controlled portion of the cycle time, min Tm = Machine cycle time (assumed to be constant)
Case 2.a: Cycle Times with No Overlap Between Worker and Machine • Standard time for cycle Tstd = Tnw (1 + Apfd) + Tm (1 + Am) where Am = Machine allowance factor • Am=30%: Workers love that since efficiencies are overestimated • Am=0%: Workers hate that since efficiencies are underestimated • Am= Apfd
Example 2.8: Effect of machine allowance on standard time • Given: The work cycle consists of several manualwork elements (operator controlled) and one machine element performed under semiautomatic control. The manual work elements: a normal time of 1 min and the semiautomatic machine cycle time is 2 min. Apfd=15%. • Determine: the standard time using (a) Am =0, (b) Am=30%.
Example 2.8: Solution • The normal time for the work cycle: Tn=1.0+2.0=3.0 min (a) Tstd = Tnw (1 + Apfd) + Tm (1 + Am) Tstd=1.0(1+0.15)+2.0=3.15 min Workers (b) Tstd = Tnw (1 + Apfd) + Tm (1 + Am) Tstd=1.0(1+0.15)+2.0(1+0.30) =3.75 min Workers
Example 2.9: Effect of machine allowance on worker efficiency • Given: Standard times in the previous example (Example 2.8). • Determine: The worker efficiencies if 150 units are produced in an 8-hour shift. • Solution: (a) Hstd = Q Tstd Hstd=150(3.15)=472.5min=7.875hr Ew = Hstd / Hsh Ew=7.875/8.0=0.984= 98.4% (b) Hstd = Q Tstd Hstd=150(3.75)=562.5min=9.375hr Ew = Hstd / Hsh Ew=9.375/8.0=1.172= 117.2%
Case 2.b: Internal Work Elements • Some worker elements are performed while machine is working • Internal work elements performed simultaneously with machine cycle • External work elements performed sequentially with machine cycle • Desirable to design the work cycle with internal rather than external work elements • If it is possible, include operator work elements that are performed while machine is running.
Normal Time and Standard Time • Normal time Tn = Tnw + Max{Tnwi , Tm} • Standard time Tstd = Tnw (1 + Apfd) +Max{Tnwi (1 + Apfd) , Tm (1 + Am)} • Actual cycle time Tc = Tnw / Pw + Max{Tnwi /Pw , Tm} where Tnw= normal time for the worker’s external elements, min Tnwi = normal time for the worker’s internal elements, min Tm = machine cycle time, min
Seq. Work Element Description Worker Time (min) Machine Time (min) 1 Worker walks to tote pan containing raw stock 0.13 (idle) 2 Worker picks up raw workpart and transports to machine 0.23 (idle) 3 Worker loads part into machine and engages machine semiautomatic cycle 0.12 (idle) 4 Machine semiautomatic cycle (idle) 0.75 5 Worker unloads finished part from machine 0.10 (idle) 6 Worker transports finished part and deposits into tote pan 0.15 (idle) Total 0.73 0.75 Tc=0.73+0.75=1.48 min Example 2.10: Internal vs external work elements in cycle time analysis
Seq. Work Element Description Worker Time (min) Machine Time (min) 1 Worker unloads finished part from machine 0.10 (idle) 2 Worker loads part into machine and engages semiautomatic machine cycle 0.12 (idle) 3 Machine semiautomatic cycle (idle) 0.75 4 Worker transports finished part and deposits it into tote pan, walks to tote pan containing raw stock, and picks up raw workpart andtransports it to machine. (This element isinternal to the machine semiautomatic cycle.) 0.15+ 0.13+ 0.23= 0.51 (operating) Total 0.73 0.75 Tc=0.10+0.12+0.75=0.97 min Example 2.10: Internal vs external work elements in cycle time analysis
Example 2.10: Internal vs external work elements in cycle time analysis • The cycle time is reduced from 1.48 min to 0.97 min. • % cycle time reduction=(CTcurrent-CTimproved)/CTcurrent =(1.48-0.97)/1.48=34% • Rcurrent=1/1.48 min=0.68 units per min • Rimproved=1/0.97 min=1.03 units per min • % increase in R=(Rimproved-Rcurrent)/Rcurrent =(1.03-0.68)/0.68=53%
Automated Work Systems • Automation is the technology by which a process or procedure is accomplished without human assistance • Implemented using a program of instructions combined with a control system that executes the instructions • Power is required to drive the process and operate the control system
Automated Work Systems Automated robotic spot welding cell (photo courtesy of Ford Motor Company)
Levels of Automated Systems • There is not always a clear distinction between worker-machine systems and automated systems, because many worker-machine systems operate with some degree of automation. • Semiautomated machine • Performs a portion of the work cycle under some form of program control • Human worker tends the machine for the rest of the cycle by loading unloading etc. • Operator must be present every cycle • Same characteristics with worker-machine system • e.g.,an automated lathe requires a worker to unload parts at every cycle, although changing tools may not be required at every cycle
Levels of Automated Systems • Fully automated machine • Operates for extended periods of time with no human attention (longer than one work cycle, e.g. every hundredth cycleكل مائة دورة ) • e.g., periodically the molded parts at a molding machine must be collected.
Determining worker and machine Requirements • How many workers/machines are required to achieve the organization’s work objectives? • If too few workers are assigned to perform a given amount of work • The work cannot be completed on time, customer service will suffer. • If too many workers are assigned to perform a given amount of work • The payroll costs are higher than needed, and productivity will suffer.
Determining worker and machine Requirements • Workload (WL): Total hours required to complete a given amount of work or to produce a given number of work units scheduled during the period • Available time (AT): The number of hours (in the same period) available from one worker or worker-machine system
Case 3.1: When Setup is not a Factor • Workload WL=QTc where WL=workload scheduled for a given period, hr, Q=quantity to be produced during the period. pc/period, Tc=work cycle time required per work unit, hr/pc. (Tc=Tstd) • If the workload includes multiple part or product styles that are produced by the same work system: where Qj=quantity of part or product style j, pc, Tcj=cycle time of part or product style j, hr/pc.
Case 1: When Setup is not a Factor • Number of workers and number of machines required: W = WL / AT, or n = WL / AT where w =number of workers, n =number of workstations, AT= available time of one worker in theperiod, hr / period / worker
Example 2.11: Determining Worker requirements • Given: 800 shafts must be produced in the lathe section of a machine shop in particular week. Each shaft is identical and Tstd=11.5min. All the lathes are identical. There are 40 hours of available time on each lathe. • Determine: Number of lathes and lathe operators must be devoted during that week.
Example 2.11: Solution • Workload: WL=800(11.5 min)=9200 min=153.33hr Machine (and worker) requirements w =n =153.3/40=3.83 (round up) =4 lathe operators and lathes
Factors that affect the workload • Learning effect:As learning occurs in repetitive manual work, worker efficiency increases, cycle time decreases so that the workload is reduced. • Worker efficiency: Worker may perform either above or below standard performance. Ew=Workload actually completed Workload completed at standard performance • Worker efficiency greater than 1.00 reduces the workload.
Factors that affect the workload • Defect rate: Fraction of parts produced that are defective. • A defect rate greater than zero increases the quantity of work units that must be processed to yield the desired quantity. So workload increases with defect rate. • The relationship between the starting quantity and the final quantity produced: Q =Q0 (1-q) where Q= quantity of good units made in the process, Q0 =original or starting quantity; q=fraction defect rate. • The combined effect of worker efficiency and defect rate is given by WL=(QTstd)/ (Ew(1-q))
Availability • A common measure of reliability for equipment • Defined as the proportion of time the equipment is available to run relative to the total time it could be used. • Available time increases as availability increases AT=Hsh A where AT =available time, hr/worker, Hsh=shift hours during the period, hr, A =availability, expressed as a decimal fraction.
Example 2.12: Effect of worker efficiency defect rate, and availability • Given: Previous example. Anticipated availability of the lathes 95%. Expected worker efficiency during production=110%. The fraction defect rate=3%. • Determine: Number of lathes required.
Example 2.12: Solution • Total workload WL=(QTstd)/ (Ew(1-q)) WL =( 800 (11.5/60) ) / ( 1.10 (1-0.03) ) = 143.7 hr Available time AT=Hsh A AT=40(0.95)=38hr/machine n=WL/AT n=143.7/38=3.78 lathes (and lathe operators) =4 lathes (and lathe operators)