Download
1 / 10
100 likes | 343 Views
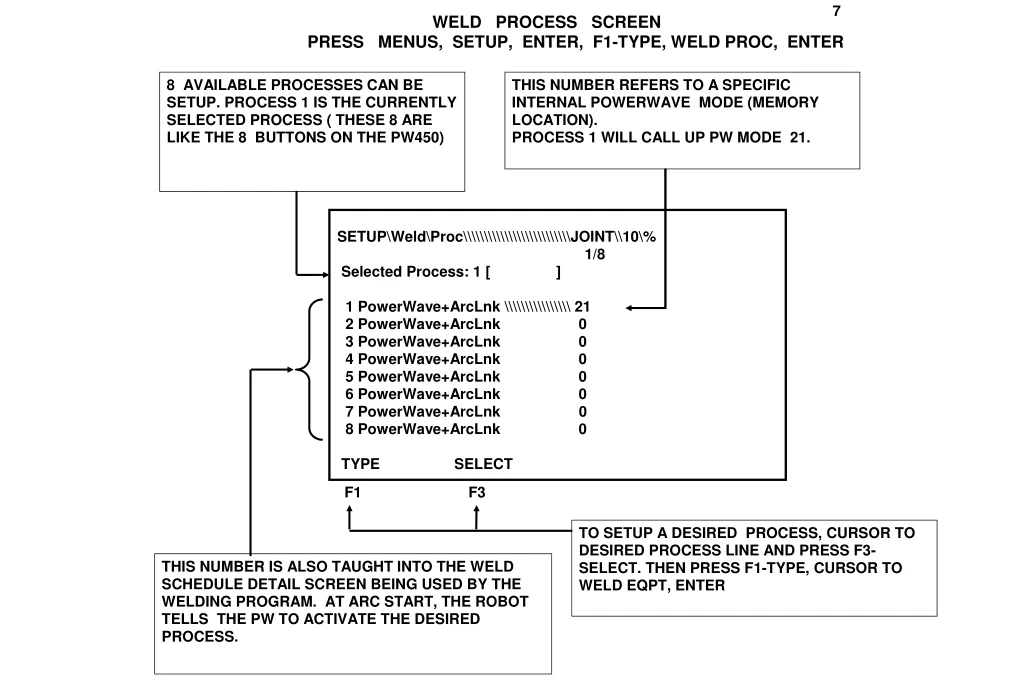
8. WELD EQUIPMENT SCREEN PRESS MENU, SETUP, F1-TYPE, WELD EQPT. THIS SCREEN DISPLAYS DETAILS OF WELD PROCESS SELECTED IN PRIOR SCREEN(EXAMPLE SHOWS PROCESS 1). IT'S ALSO USED TO SETUP A NEW PROCESS. SELECTED PROCESS DETAILS:.

E N D
8 WELD EQUIPMENT SCREEN PRESS MENU, SETUP, F1-TYPE, WELD EQPT. THIS SCREEN DISPLAYS DETAILS OF WELD PROCESS SELECTED IN PRIOR SCREEN(EXAMPLE SHOWS PROCESS 1). IT'S ALSO USED TO SETUP A NEW PROCESS. SELECTED PROCESS DETAILS: SETUP\Weld\Equip \\\\\\\\\\\JOINT\\10\% 1/17 Welder:Lincoln Electric PowerWave+ArcLnk 1 Process: 1 Wire diameter: [ ] Gas mixture: [ ] Description: [ ] 2 SEARCH for process = GMAW ? YES 3 SEARCH for pulse = NO ? YES 4 SEARCH for wire = Steel ? YES [ TYPE ] SEARCH HELP A YES HERE LIMITS THE SEARCH TO PROCESSES HAVING THESE ITEMS F3 FOR SETTING SEARCH CRITERIA FOR A NEW PROCESS. THE ROBOT SEARCHES THE PW MEMORY FOR PROCESSES WHICH HAVE ALL THE DESIRED ITEMS: 2. PROCESS- GMAW, FCAW: F4-CHOICE 3. PULSE- YES OR NO: F-KEYS YES/NO 4. WIRE- STEEL, ALUM.: F4-CHOICE AFTER 3 LINES ARE SET, PRESS F3-SEARCH. ROBOT SEARCHES PW MEMORY FOR ALL MATCHES TO CRITERIA, THEN DISPLAYS THE MATCHES
9 SEARCH RESULTS SCREEN THE SEARCH RESULTS ARE NOW DISPLAYED, AS A RESULT OF PRESSING THE F3-SEARCH KEY IN THE PREVIOUS SCREEN. THE VARIOUS MATCHES ARE NUMBERED THIS NOTES THAT THE CURSOR IS ON LINE 1 OF 17 TOTAL MATCHES FOUND. SETUP\Eq\Search\\\\\\ JOINT\\10\% 1/17 PROCESS PULSE WIRE MATERIAL GMAW NO Steel # WIRE DIA DESCRIPTION 1 \10 .035 in [GMAW Steel ] [CV CO2 ] [CO2 ] 2 11 .035 in [GMAW Steel ] [CV ArMix ] [Argon Blends ] [ TYPE ] SELECT HELP MATCH NUMBER PROCESS DETAILS OF EACH MODE PW MODE / MEMORY NUMBER F2 PRESS F2-SELECT TO LOCK IN THE DESIRED MATCH. THE PREVIOUS WELD EQPT SCREEN WILL APPEAR NEXT, DISPLAYING THE PROCESS.
8 WELD EQUIPMENT SCREEN PRESS MENU, SETUP, F1-TYPE, WELD EQPT. LINE 1 AND ITS BRACKETED AREAS ARE NOW FILLED IN WITH THE PROCESS DETAILS PREVIOUSLY SELECTED. SETUP\Weld\Equip \\\\\\\\\\\JOINT\\10\% 1/17 Welder:Lincoln Electric PowerWave+ArcLnk 1 Process: 1 GMAW Steel # \21 Wire diameter: [ .045 in] Gas mixture: [Ar CO2 ] Description: [CV ArMix ] 2 SEARCH for process = GMAW ? YES 3 SEARCH for pulse = NO ? YES 4 SEARCH for wire = Steel ? YES [ TYPE ] SEARCH HELP
12 SETTING UP A WELD SCHEDULE TO TO USE DESIRED WELD PROCESS PRESS DATA KEY TO DISPLAY WELD SCHEDULES. FIRST COLUMN INDICATES WIRE FEED SPEED. SECOND COLUMN INDICATES TRIM/VOLTAGE SETTING. THIRD COLUMN IS FOR WELDING TRAVEL SPEED. ZERO LINE 0 DATA\Weld\Sched\\\\\\\\\\\\\\JOINT\\10\% 1/64 IPM COMMENT 1 \300.0 23.5 25 2 300.0 23.5 35 3 300.0 1.0 35 4 300.0 1.0 35 5 300.0 1.0 35 6 300.0 1.0 35 7 300.0 1.0 35 8 300.0 1.0 35 9 300.0 1.0 35 [ TYPE ] DETAIL HELP > F2 TO SETUP A WELD SCHEDULE, FIRST MAKE SURE THE DESIRED WELD PROCESS HAS BEEN SELECTED IN THE WELD PROCESS SETUP SCREEN. THEN CURSOR TO DESIRED SCHEDULE NUMBER AND PRESS F2-DETAIL. SEE SCREEN BELOW:
12 DETAIL VIEW OF WELD SCHEDULE 2 CURSOR TO LINE 2-PROCESS SELECT, KEY IN WELD PROCESS NUMBER(1-8) THAT WAS JUST SELECTED. CURSOR TO LINE 3- KEY IN DESIRED WIRE FEED SPEED CURSOR TO LINE 4- FOR POWERWAVE CV PROCESSES, KEY IN DESIRED WELD VOLTAGE(0-50). FOR POWERWAVE PULSE PROCESSES, KEY IN DESIRED TRIM VALUE(.5-1.5) LINE 5-FOR PINCHING THE ARC; WAVE CONTROL FOR PULSING, ADJUST FREQUENCY ZERO LINE 0 DATA\Weld\Sched\\\\\\\\\\\\\\JOINT\\10\% 1/7 1 Weld Schedule: 2 [****************] 2 Process select: 1 [GMAW Steel ] 3 WFS 300.00 ipm 4 VOLTS 23.500 V 5 Pinch 0.00 6 Travel speed 35 IPM 7 Delay Time 0.00 sec Feedback Avg Voltage 0.0 V Feedback Avg Current 0.0 A [ TYPE ]SCHEDULE HELP > STT ONLY: LINE 4 WILL INDICATE BACKGROUND CURRENT, RANGE IS TYPICALLY FROM 40 TO 80 AMPS LINE 5 WILL INDICATE PEAK CURRENT, RANGE IS TYPICALLY FROM 150 TO 300 AMPS
10 WELD EQUIPMENT SCREENS FOR STT SETUP NOTE STT IS ON DESC. LINE SETUP\Weld\Equip \\\\\\\\\\\JOINT\\10\% 1/17 Welder:Lincoln Electric PowerWave+ArcLnk 1 Process: 1 GMAW Steel # 112 Wire diameter: [ .035 in] Gas mixture: [Ar CO2 ] Description: [STT ArCO2 ] 2 SEARCH for process = GMAW ? YES 3 SEARCH for pulse = NO ? YES 4 SEARCH for wire = Steel ? YES [ TYPE ] SEARCH HELP STT HAS IT'S OWN UNIQUE SET OF MODE/ MEMORY NUMBERS USE NO FOR PULSE ! SETUP\Eq\Search \\\\\\\\\\\JOINT\\10\% 10/17 ] 9 111 .035 in [GMAW Steel ] [STT CO2 ] [100% CO2 ] 10 112 .035 in [GMAW Steel ] [STT ArCO2 ] [Ar/CO2 Blends ] [ TYPE ] SELECT HELP EXAMPLE OF SEARCH RESULTS SHOWING MATCHES INVOLVING STT
11 COMPLETE WELD EQUIPMENT SCREEN SETUP\Weld\Equip\\\\\\\\\\\\\JOINT\\10\% 1/17 Welder:Lincoln Electric PowerWave 455 1 Process: 1 GMAW Steel # \21 Wire diameter: [ .045 in] Gas mixture: [Ar CO2 ] Description: [CV ArMix ] 2 SEARCH for process = GMAW ? YES 3 SEARCH for pulse = No ? YES 4 SEARCH for wire = Steel ? YES Feeder: Power Feed 10 5 Wire feed speed units: IPM\\\ 6 WIRE+ WIRE- speed: 50 IPM 7 Feed forward/backward: ENABLED 8 Wire stick reset: ENABLED 9 Wire stick reset tries: 1 Timing: 10 Arc start error time: 2.00 sec 11 Arc detect time: 0.06 sec 12 Arc loss error time: 0.25 sec 13 Gas detect time: 0.05 sec 14 Gas purge time: 0.35 sec 15 Gas preflow time: 0.00 sec 16 Gas postflow time: \0.20 sec 17 Strike wire feed speed 50\ IPM [ TYPE ] SEARCH HELP
13 PW455 MODE/ MEMORY NUMBER 8 GROUPS OF 4 ITEMS ; 32 TOTAL LINES. EACH GROUP IS FOR EACH OF THE WELD PROCESSES SETUP IN THE WELD EQUIP. SCREEN. ONLY THE FIRST 8 LINES, FOR PROCESSES 1 AND 2, ARE VALID ARCTOOL S/W 5.20 AND BEFORE. WHEN YOU CURSOR DOWN TO LINE 5, PROCESS SELECT 2 NOW APPEARS AT TOP OF SCREEN, LINE 9, PROCESS SELECT 3, ETC. CURSOR TO DESIRED LINE AND PRESS F2-DETAIL TO SETUP SPECIFICS
14 WELD PROCESS SCREEN (cont.) DATA\Weld\Process\\\\\\\\\\\\JOINT\\10\% 1/4 Schedule: 6 [ Burnback ] Process select: 2 [GMAW- Steel ] 1 WFS \300.0 ipm 2 VOLTS 25.000 3 Wave Control 1 10.000 4 Delay Time 0.05 sec [ TYPE ]SCHEDULE HELP >