Download
1 / 13
130 likes | 318 Views
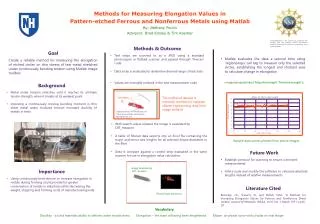
Methods of measuring residual stresses in components. 組員 : 陳科榕 , 張廷豪 學 號 :49812027,49812112 指導 老師 : 沈毓泰. 目錄. 1. 前言 2. 介紹 3. 殘餘應力的分類 4. 殘餘應力的產生 5. 殘餘應力測試方法分類 6. 時效方法介紹. 前言. 殘餘應力發生在許多製造業的結構和部件。已經進行了大量調查研究這一現象及其對這些組件的機械特性。

E N D
Methods of measuring residual stresses in components 組員:陳科榕,張廷豪 學號:49812027,49812112 指導老師: 沈毓泰
目錄 • 1.前言 • 2.介紹 • 3.殘餘應力的分類 • 4.殘餘應力的產生 • 5.殘餘應力測試方法分類 • 6.時效方法介紹
前言 • 殘餘應力發生在許多製造業的結構和部件。已經進行了大量調查研究這一現象及其對這些組件的機械特性。 • 多年來,為不同類型的組件已經開發了不同的方法來測量殘餘應力,為了獲得可靠的判斷。各種具體的方法已經發展了幾十年,它們在實際應用中有很大的互補技術的發展,特別是在材料的切割,變形測量技術,數值計算方法和計算能力。 • 刺激這些互補技術的進步,不僅在測量精度和可靠性,而且在應用範圍,現在已經能更詳細的測量殘餘應力。 • 本文的目的是不同的殘餘應力測量方法分類,並提供一些在這一領域的最新研究進展,以幫助研究人員選擇他們的技術之間的破壞性,半破壞性和非破壞性的技術概述依賴於它們的應用程序之可用性的技術。對於每種方法的適用範圍,物理限制,優點和缺點進行了總結。
介紹 可以明顯影響殘餘應力的材料和結構部件,特別是疲勞壽命,變形,尺寸穩定性,耐腐蝕,耐脆化和斷裂的工程特性。這樣的效果通常會帶來相當大的開支,維修和零件,設備和結構恢復。因此,殘餘應力的分析,在真實的服務條件下,在零件的設計和結構元素和它們的可靠性的估計是一個強制性的階段。系統的研究已經表明,例如,焊接殘餘應力,可能導致焊接元件的疲勞強度大幅減少。在多週期疲勞(N> 106次),殘餘應力的效果可以媲美應力集中的效果。
殘餘應力的分類 • (1)按應力產生的原因,有熱應力.相變應力.收縮應力。(2)按應力方向分有拉應力(力的方向向背的應力),壓應力(力的方向相同的應力)。 (3)按影響區域的大小分第一類應力,亦叫宏觀應力。它是存在與整個體積或較大尺寸範圍內並保持平衡的應力,如沿機床床身導軌縱向分布的拉應力和沿側臂分布的壓應力等。 第二類應力,亦叫微觀應力。它是存在與一個晶粒或幾個晶粒內,並保持平衡的應力。 例如:晶粒1.2.3.4.5同處拉應力的應力場中,應力大小為σ。從金屬物理可知:各個晶粒所受的切應力與取向因子成正比。假設晶粒1的取向因子最大,則晶粒1切應力最大? 若此切應力略大於臨界內應力,則晶粒1產生塑性變性。其與個晶粒處於彈性狀態。 當應力σ除掉後,晶粒2.3.4.5均為回複到原狀態,但晶粒1產生塑性伸長,不能恢複到原狀態,阻礙2.3.4.5晶粒回複,結果晶粒1受拉應力。其餘各晶粒受拉應力。這種在幾個晶粒間存在並保持平衡的應力,稱為第二類殘餘應力。 第三類應力,亦叫超微觀應力。它是存在與幾個原子或幾千個原子內並保持平衡的應力。 例如,間隙原子與溶劑原子間存在的應力。
殘餘應力的產生 • (一)宏觀殘餘成力 • (1)不均勻塑性變形産生的殘餘應力 • 這是構件在加工過程中最常出現的殘餘應力。當施加外載時,若構件的一部分區域發生不均勻塑性變形,則在卸載後,該部分就産生殘餘應力;同時,由于殘餘應力必需在整個構件内達到自相平衡,導致構件中沒發生塑性變形的一部分區域也産生殘餘應力。 • (2)化學變化産生的殘餘應力 • 這種殘餘應力是由於從構件表面向内部擴展的化學或物理化學的變化而産生的。金屬材料的化學熱處理、電鍍、噴塗等等加工均屬此例。如鋼材進行氮化時,在鋼件表面由於形成氮化鐵的e相和g’相而引起密度變化,從而在鋼件表面形成明顯的壓縮殘餘應力。
(3)熱影響産生的殘餘應力 • 構件在熱加工過程中常出現這種殘餘應力,這種殘餘應力是由於構件在熱加工中的不均勻塑性變形與不均勻的體積變化而産生的。 • 熱影響産生的不均勻塑性變形(熱應力) • 當構件在加熱、冷卻過程中由於高溫下材科的屈服強度較低,在熱的作用下,易於産生塑性變形。並且由於構件的幾何形狀複雜等等因素,在加熱、冷卻過程中構件各部分的熱傳導狀態不同,構件的溫度場不均勻,導致構件内各部分的彈性模量、熱膨脹系數等等各不相同,從而構件内部所産生的塑性變形也是不均勻的。 • 相變或沉澱析出引起的體積變化(相變應力) • 冷卻時構件各部分的瞬時冷卻程度不均勻,冷卻速度也不同,因而各部分的瞬時相變程度不均勻,即有的部位相變已完全結束,而有的部位相變尚未開始,從而引起構件各部分的體積變化不均勻。 • 鋼材淬火時,一方面由於鋼件内各部分不均勻膨脹而産生熱應力,當平衡溫度消除熱應力之後,鋼件内因殘留永久不均勻的塑性變形與體積變形而産生殘餘應力;另一方面還伴有相變應力作用的情況,随著相變而引起的相變區域的體積變化,往往比熱應力引起的體積變化為大,由此不均勻體積變形也將産生殘餘應力。 • 鋼材淬火殘餘應力是由熱應力與相變應力的作用而産生的,當前者的作用大於後者時,則産生的殘餘應力是按“熱應力型”分布的,否則是按“相變應力型”(或稱“組織應力型”)分布的。
(二)微觀殘餘應力 • 微觀殘餘應力屬於顯微視野範圍内的應力, Orowan等人按殘餘應力産生的原因將其分爲以下三種。 • (1)由于晶粒的各向異性而産生的微觀殘餘應力 • 這裏所指的包括晶體的熱膨脹系數、彈性系數等各向異性和晶粒間的方位不同而産生的微觀殘餘應力。以晶體彈性系數的各向異性爲例,鉛的單晶體的彈性模量随晶體方位不同可以有1至3倍的變化,鋅的單晶體有1至4倍的變化。大多數金屬的彈性模量都具有各向異性,其彈性模量一般以晶體的(111>方向爲最大, <100>方向爲最小,在多晶體中,由于各晶粒的方向不同,即使所施加的外力是均勻的,各晶粒的變形也可能是不同的,此時若有塑性變形發生,則各晶粒的塑 性變形也是不均勻的,必然引起殘餘應力。 • (2)由于晶粒内外的塑性變形而産生的微觀殘餘應力 • 這裏所指的包括晶粒内的滑移、穿過晶粒間的滑移及雙晶的形成等而産生的微觀殘餘應力.例如晶粒内有滑移變形,位在組織内不均勻的形成各種内部缺陷;等等。這些就成爲外力卸除之後産生微觀殘餘應力的主要原因。 • (3)由于夾雜物、沉澱相或相變而出現的第二相所産生的殘餘應力 • 在金相組織内,當夾雜物、析出物及相變而出現不同相時,由於體積變化及熱應力的作用,將可能産生相當大的微觀殘餘應力。 • 殘餘應力是一種彈性應力,它與材料中局部區域存在的殘餘彈件應變相聯繫。所以,殘餘應力總是材料中發生了不均勻的彈件變形或不均勻彈塑性變形的結果。廣義地說,材料中第Ⅰ、第Ⅱ和第Ⅲ類内應力的産生是材料的彈性各向異性和塑性各向異性的反映。造成材料不均勻變形的原因可歸納爲三個方面: • (1)冷、熱變形時沿截面塑性交形不均勻; • (2)零件加熱、冷卻時,體積内溫度分布不均勻; • (3)加熱、冷卻時,零件截面内相變過程不均勻。
殘餘應力測試方法分類 • 對于構件表層的殘餘應力, 目前主要採用X射線法、小盲孔法等。對於構件内部殘餘應力的測定主要採用剝離、剖分等全破壞性的方法,也可採用無損的超聲波法。 • 有損測試法:將欲測構件利用機械加工的方法,使其因釋放部分應力而産生相應的位移與應變,測量這些位移或應變後換算出構件加工處原有的應力。包括鑽孔法、取條法、切槽法、剝層法等。 • 無損測試法:包括X射線法、中子繞射法、磁性法和超聲法等。方法原理是測量材料中殘餘應力狀態引起的某種物理量變化,再根據它與殘餘應力間的關係推算出殘餘應力。 • 應力釋放法是殘餘應力測試的經典方法,應變測量的精度與靈敏度都比較高,淺盲孔應力釋放法對被測構件隻有輕微損傷,且精度較高、測試簡便,具有工程實用意義。 • 高壓容器及不宜破壞試樣曲殘餘應力的測試則採用無損測試法。 • 鑽孔法:在具有殘餘應力的構件上鑽一小孔,使孔的鄰域内由於部分應力釋放而産生相應的位移與應變,測量這些位移或應變(通常在鑽孔周圍的構件表面上粘貼電阻應變片,用電阻應變儀來測定徑向應變),經換算得鑽孔處原有的應力。 • 取條法:從存在殘餘應力的構件上切取矩形等截面細直條狀試樣,使切取下的試樣殘餘應力完全釋放,測量其應變以求得此處的殘餘應力。 • 切槽法:在構件表面上切削溝槽,而這溝槽在構件表面上圍成一定的區域,使此區域内的殘餘應力釋放,測量其應變以求得此處的殘餘應力。 • 剝層法:從構件表面開始利用切削或腐蝕等方法將構件逐層剝除,使構件内的殘餘應力釋放。
時效方法介紹 • 構件在冷熱加工過程中,必然產生殘餘應力,因此消除殘餘應力的時效工序就十分必要了。 凡是能降低殘餘應力,使工件尺寸精度穩定的方法都叫“時效”。時效方法有:熱時效.振動時效.自然時效.靜態過載時效.熱衝擊時效等。後兩種方法應用較少。1.自然時效 自然時效是最古老的時效方法。它是把構件露天放置於室外,經過幾個月至幾年的風吹. 日曬.雨淋.和季節的溫度變化,給構件多次造成反複的溫度應力。再溫度應力形成的過載下,促使殘餘應力發生鬆弛而使尺寸精度獲得穩定。 自然時效降低的殘餘應力不大,但對工件尺寸穩定性很好,原因是工件經過長時間的放置,石墨尖端及其它缺陷尖端附近產生應力集中,發生了塑性變形,鬆弛了應力,同時也強化了這部分基體,於是該處的鬆弛鋼度也提高了,增加了這部分材質的抗變形能力,自然時效降低了少量殘餘應力,卻提高了構件的鬆弛鋼度,對構件的尺寸穩定性較好,方法簡單易行,但生產周期長.占用場地大,不易管理,不能及時發現構件內的缺陷,已逐漸被淘汰。
2.熱時效 熱時效是將構件由室溫緩慢.均勻加熱至550℃左右,保溫4-8小時,再嚴格控制降溫速度至150℃以下出爐。 熱時效工藝要求是嚴格的,如要求爐內溫差不大於±25℃,升溫速度不大於50℃/小時,降溫速度不大於20℃/小時。爐內最高溫度不許超過570℃,保溫時間也不易過長,如果溫度高於570℃,保溫時間過長,會引起石墨化,構件強度降低。如果升溫速度過快,構件在升溫中薄壁處升溫速度比厚壁處快的多,構件各部分的溫差急劇增大,會造成附加溫度應力。如果附加應力與構件本身的殘餘應力疊加超過強度極限,就會造成構件開裂。 熱時效如果降溫不當,會使時效效果大為降低,甚至產生與原殘餘應力相同的溫度應力(二次應力),並殘留在構件中,從而破壞了已取得的熱時效效果。降溫速度對消除殘餘應力的影響 熱時效存在的問題: (1) 建窯占地面積大,費用高。 (2) 熱時效能耗高,生產成本高。 (3) 熱時效爐內溫度不均勻,升降溫速度無法嚴格控製。
3.振動時效 振動時效是“錘擊鬆弛法”(敲擊時效)的發展。可用木錘.橡皮錘.紫銅錘等,敲構件的合適部位,可激起構件共振。如用拾振器.測振儀和光線示波器可記錄下構件作自由衰減振動的振型。 其衰減振型的解析式為:X=AeacosωtA:敲擊後的振幅幅值。 a:衰減係數。 ω:構件的固有頻率。 t:時間 錘擊鬆弛法是給工件一個衝擊力,擊起工件的響應,工件以自己的固有頻率和迅速衰減的振幅作減幅振動。敲擊後的最初振幅大,在構件內引起的“振動力”也大。這一振動力 多次反複作用,當它與殘餘應力疊加時 ,在應力集中處超過材料的屈服極限σ.,引起局部塑性邊性變形,鬆弛了應力,使應力峰值降低。 錘擊鬆弛法,是敲擊後的“大振幅” 對時效起作用。於是人們得到啟發:為什麼用一激振力,激起構件的響應,並在大振幅下持續振動一定時間,使工件內的“振動力”與殘餘應力疊加,在應力集中處引起塑性變形而鬆弛應力?在此思想下產生了振動時效技術。
參考資料 • http://www.autooo.net/utf8-classid151-id40836.htm • http://www.autooo.net/utf8-classid151-id40837.html • http://www.hbm.com/tw/menu/tips-tricks/experimental-stress-analysis/how-to-measure-stress/residual-stress/ • http://blog.udn.com/jamestso2002/3447852l



![Residual Curing Stresses in Thin [0/90] Unsymmetric Composite Plates](https://cdn2.slideserve.com/4973271/slide1-dt.jpg)