Download
1 / 13
130 likes | 238 Views
Lecture 10 (not lectured in 2005): Aluminum, Titanium, Nickel and Underwater Welding. Prof. T.W. Eagar Fall 2005 MIT. Design of Joints that are Half Strength of Base Metal (ie. for heat treated aluminum). weld design is more critical

E N D
Lecture 10 (not lectured in 2005): Aluminum, Titanium, Nickel and Underwater Welding Prof. T.W. Eagar Fall 2005 MIT
Design of Joints that are Half Strength of Base Metal (ie. for heat treated aluminum) • weld design is more critical • generally more weld metal required which makes joining more expensive
Aluminum and Welding Processes • laser welding doesn’t work because Al reflects light • electron beam welding works well • resistance welding is theoretically possible but copper tips used in welding get destroyed too fast • 2000 welds are made on steel before tip is destroyed, only 80 on aluminum) • using Al sheet in cars would double cost of car
Aluminum in Cars… • Al costs 2x as much as steel to weld, as well as 2x in bulk • (material cost is only 10% of total cost, fabrication is the rest) • Ti is 25 x as expensive in bulk as well as to weld • Value of material in cars: $2.00/lb • $2.00/lb=$.40 raw material cost • Al is too expensive • Only electric, luxury cars are all Al • $15-20,000 car will not be Al • If gas goes to $4/lb in the US, then Al will be cost effective
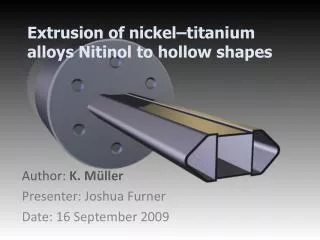
Titanium • considered for submersibles because of strength to weight ratio, although it costs $30 / lb • can be welded with • not GMAW - doesn’t work • GTAW - very slow,little penetration • SAW - lots of flux required, therefore expensive • Electroslag • Semi-submerged Arc Welding • Electron Beam Welding
GMAW and GTAW of Ti • GMAW: • Deep sea research vehicles, Seacliff 1 with titanium hull • Inherently unstable process ... unstable arc • Soviets knew this and did not use this process to build their sub • GTAW • Soviets could weld 2” thick titanium with a given joint prep with 4 passes, amazing, more productive than SAW, very little flux involved • very slow
SAW (Submerged Arc Welding) of Titanium • Invented in 1936 by Union Carbide, for steels • Can only use chlorides and fluorides • Used calcium fluoride crystals to make welding flux • has to be very pure .. no oxides which react with Ti • Proved possible, but not economically viable due to high cost of flux
Electroslag Welding • Process for welding of vertical plates • Copper (water-cooled) dam on backside and frontside, consumable baseplate on the bottom • Flux on bottom and strike arc to start the process, get layer of molten fluoride, feed wire in, multiple wires across for larger plate, then get resistive heating of the molten flux, makes a casting as it goes up • doesn’t use too much slag, uses a lot of current • Electroslag remelting, remelt an ingot through the flux, flux helps purify the steel • Can get exceptional quality, homogeneous, fine-grained structure, US only used for expensive, high quality steel, Soviets did this for a large percentage of their steel
Electroslag in Titanium • most efficient weld process for Ti • Can go at 5-10’ per hour, very productive welding in a heavy plate • Titanium melts very fast • Need to use ac current so that flux doesn’t decompose • Was probably used in the Alpha submarines
Semi-submerged Arc Welding • more like GTAW than like SAW • a thin layer of halide flux allows current from tungsten electrode to go to 100 amps instead of just 100 amps • this pushes weld deeper: 1/2” instead of 1/8” of GTAW • this process would be good for heavy-section Ti
Problems with Welding Ti • Very reactive, reacts with almost anything • Welding is a “white-glove” procedure • clean with alcohol, bag overnight • Even a fingerprint can cause a defect • Can’t build a titanium sub in any of the existing shipyards • Need elaborate manifolds, trailing shields behind the arc • Room filled with argon, people in space suits to not contaminate the titanium
Nickel Alloy Welding • welded like steel, but it has very low resistance to solidification cracking • because the best nickel alloys have a wide freezing range .. same problem as with aluminum alloys, but unlike aluminum, the composition can’t be changed as easily • can repair cracks with diffusion bonding and TIG welding • high Al content makes welding more difficult ... replacing Al with Ti makes it more weldable
Underwater Welding • basic problem is pressure and wetness • can weld wet or dry • arc can be struck in water • arc vaporizes water which forms gas atmosphere • after arc moves on, the water quenches hot weld too fast for gppd microstructure • also have hydrogen cracking problems • dry welding is done by pumping water out • but then you have pressure problems with the welder • gets very expensive and takes time (2 hours of welding may require 5 days of preparation and millions of dollars) • thousand feet depth is limit; mostly done at 200 feet