Download
1 / 37
400 likes | 658 Views
Protection of Foods by Drying. Introduction : The preservation of foods by drying is based on the fact that microorganisms and enzymes need water in order to be active.

E N D
Introduction: • The preservation of foods by drying is based on the fact that microorganisms and enzymes need water in order to be active. • Dried or low-moisture (LM) foods are those that generally do not contain more than 25% moisture and have a water activity (aw) between 0.00 and 0.60. • These are the traditional dried foods. • Freeze-dried foods are also in this category. • Intermediate-moisture (IM) foods: Another category of shelf-stable foods are those that contain between 15% and 50% moisture and an aw between 0.60 and 0.85.
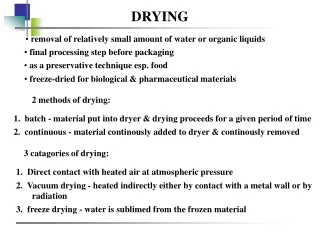
PREPARATION AND DRYING OF LOW-MOISTURE FOODS • The earliest uses of food desiccation consisted of exposing fresh foods to sunlight until drying had been achieved. • Fruits such as grapes, prunes, figs, and apricots may be dried by this method, which requires a large amount of space for large quantities of the product. • The drying methods of greatest commercial importance consist of : • Spray • Drum • Evaporation • freeze-drying
In the drying of fruits such as prunes, alkali dipping is employed by immersing the fruits into hot lye solutions of between 0.1% and 1.5%. • This is especially true when sun drying is employed. • Light-colored fruits and certain vegetables are treated with SO2 so that levels of between 1,000 and 3,000 ppm may be absorbed. • Treatment with SO2 treatment helps to maintain color, conserve certain vitamins, prevent storage changes, and reduce the microbial load. • After drying, fruits are usually heat pasteurized at 150–185◦F (65.6–85◦C) for 30–70 minutes.
Blanching: • Similar to the freezing preparation of vegetable foods, blanching or scalding is a vital step prior to dehydration. • This may be achieved by immersion from 1 to 8 minutes, depending on the product. • The primary function of this step is to destroy enzymes that may become active and bring about undesirable changes in the finished product. • Leafy vegetables generally require less time than peas, beans, or carrots. • For drying, temperatures of 140–145◦F (60–62.8◦C) have been found to be safe for many vegetables. • The moisture content of vegetables should be reduced below4%in order to have satisfactory storage life and quality. • Many vegetables may be made more stable if given a treatment with SO2 or a sulfite.
Meat is usually cooked before being dehydrated. • The final moisture content after drying should be approximately 4% for beef and pork. • Milk is dried as either whole milk or nonfat skim milk. • The dehydration may be accomplished by either the drum or spray method. • The removal of about 60% water from whole milk results in the production of evaporated milk, which has about 11.5% lactose in solution. • Sweetened condensed milk is produced by the addition of sucrose or glucose before evaporation, so that the total average content of all sugar is about 54%, or over 64% in solution. • The stability of sweetened condensed milk is due in part to the fact that the sugars tie up some of the water and make it unavailable for microbial growth.
Freeze drying : • In freeze drying (lyophilization, cryophilization), actual freezing is preceded by the blanching of vegetables and the precooking of meats. • The rate at which a food material freezes or thaws is influenced by the following factors: 1. the temperature differential between the product and the cooling or heating medium; 2. the means of transferring heat energy to, from, and within the product (conduction, convection, radiation); 3. the type, size, and shape of the package; 4. the size, shape, and thermal properties of the product.
After freezing, the water in the form of ice is removed by sublimation. • This process is achieved by various means of heating plus vacuum. • The water content of protein foods can be placed into two groups: freezable and unfreezable. • Unfreezable (bound) water has been defined as that which remains unfrozen below −30◦C. • The removal of freezable water takes place during the first phases of drying, and this phase of drying may account for the removal of anywhere from 40% to 95% of the total moisture. • The last water to be removed is generally bound water, some of which may be removed throughout the drying process. • Unless heat treatment is given prior to freeze drying, freeze-dried foods retain their enzymes.
In studies on freeze-dried meats, it has been shown that 40–80% of the enzyme activity is not destroyed and may be retained after 16 months of storage at −20◦C. • The final product moisture level in freeze-dried foods may be about 2–8% or have an aw of 0.10–0.25.
Freeze drying is generally preferred to high-temperature vacuum drying. • Among the disadvantages of the high-temperature vacuum drying compared to the Freeze drying are the following: • 1. pronounced shrinkage of solids • 2. migration of dissolved constituents to the surface when drying solids • 3. extensive denaturation of proteins • 4. Case hardening: the formation of a relatively hard, impervious layer at the surface of a solid, caused by one or more of the first three changes, that slows the rates of both dehydration and reconstitution.
5. formation of hard, impervious solids when drying liquid solution • 6. undesirable chemical reactions in heat-sensitive materials • 7. excessive loss of desirable volatile constituents • 8. difficulty of rehydration as a result of one or more of the other changes
EFFECT OF DRYING ON MICROORGANISMS • Although some microorganisms are destroyed in the process of drying, this process is not lethal per se to microorganisms, and, indeed, many types may be recovered from dried foods, especially if poor-quality foods are used for drying and if proper practices are not followed in the drying steps. • Bacteria require relatively high levels of moisture for their growth, with yeasts requiring less.
Because most bacteria require aw values above 0.90 for growth, they play no role in the spoilage of dried foods. • With respect to the stability of dried foods, aw levels related to the probability of spoilage in the following manner. • At aw values of between 0.80 and 0.85, spoilage occurs readily by a variety of fungi in 1–2 weeks. • At aw values of 0.75, spoilage is delayed, with fewer types of organisms in those products that spoil. • At an aw of 0.70, spoilage is greatly delayed and may not occur during prolonged holding. • At an aw of 0.65, very few organisms are known to grow, and spoilage is most unlikely to occur for even up to 2 years. • Some investigators have suggested that dried foods to be held for several years should be processed so that the final aw is between 0.65 and 0.75, with 0.70 suggested by most.
At aw levels of about 0.90, the organisms most likely to grow are yeasts and molds. • This value is near the minimum for most normal yeasts. • Even though spoilage is all but prevented at an aw less than 0.65, some molds are known to grow very slowly at aw 0.60–0.62. • Osmophilic yeasts such as Zygosaccharomycesrouxii strains have been reported to grow at an aw of 0.65 under certain conditions. • The most troublesome group of microorganisms in dried foods is the mold, with the Aspergillusglaucus group being the most notorious at low aw values.
As a guide to the storage stability of dried foods, the “alarm water” content has been suggested. • The alarm water content is the water content that should not be exceeded if mold growth is to be avoided.
Although these values may be used to advantage, they should be followed with caution because a rise of only 1% may be disastrous in some instances. • In freeze-dried foods, the rule of thumb has been to reduce the moisture level to 2%. • Although drying destroys some microorganisms, bacterial endospores survive, as do yeasts, molds, and many Gram-negative and Gram-positive bacteria. • Staphylococcus aureus added prior to freeze-drying could survive under certain conditions. • Some or all foodborne parasites, such as Trichinellaspiralis, have been reported to survive the drying proces. • The goal is to produce dried foods with a total count of not more than 100,000/g.
It is generally agreed that the coliform count of dried foods should be zero or nearly so, and no food-poisoning organisms should be allowed with the possible exception of low numbers of Clostridium perfringens. • With the exception of those that may be destroyed by blanching or precooking, relatively fewer organisms are destroyed during the freeze-drying process. • More are destroyed during freezing than during dehydration. During freezing, between 5% and 10% of water remains “bound” to other constituents of the medium. • This water is removed by drying.
Death or injury from drying may result from denaturation in the still-frozen, undried portions, due to concentration resulting from freezing, the act of removing the “bound” water, and/or recrystallization of salts or hydrates formed from eutectic solutions. • When death occurs during dehydration, the rate is highest during the early stages of drying. • Young cultures have been reported to be more sensitive to drying than old cultures.
The freeze-drying method is one of the best known ways of preserving microorganisms. • Once the process has been completed, the cells may remain viable indefinitely. • Upon examining the viability of 277 cultures of bacteria, yeasts, and molds that had been lyophilized for 21 years, only three failed to survive.
STORAGE STABILITY OF DRIED FOODS • In the absence of fungal growth, desiccated foods are subject to certain chemical changes that may result in the food’s becoming undesirable upon holding.
1- Oxidative rancidity: • In dried foods that contain fats and oxygen 2- Maillard reaction (nonenzymic browning): • In foods that contain reducing sugars • This process is brought about when the carbonyl groups of reducing sugars react with amino groups of proteins and amino acids, followed by a series of other more complicated reactions. • Maillard-type browning is quite undesirable in fruits and vegetables (because of the unnatural color and bitter taste).
Freeze-dried foods also undergo browning if the moisture content is about 2%, thus the moisture content should be held below 2%. • Other chemical changes that take place in dried foods include 3- loss of vitamin C: in vegetables 4- General discolorations 5- Structural changes:
At least four methods of minimizing chemical changes in dried foods have been offered: 1. Keep the moisture content as low as possible. 2. Reduce the level of reducing sugars as low as possible. These compounds are directly involved in nonenzymic browning, and their reduction has been shown to increase storage stability. 3. When blanching, use water in which the level of leached soluble solids is kept low. 4. Use sulfur dioxide. The treatment of vegetables prior to dehydration with this gas protects vitamin C and retards the browning reaction.
One of the most important considerations in preventing fungal spoilage of dried foods is the RH of the storage environment. • If improperly packed and stored under conditions of high RH, dried foods will pick up moisture from the atmosphere until some degree of equilibrium has been established. • Because the first part of the dried product to gain moisture is the surface, spoilage is inevitable; surface growth tends to be characteristic of molds due to their oxygen requirements.
INTERMEDIATE-MOISTURE FOODS • Intermediate-moisture foods (IMF) are characterized by a moisture content of around 15–50% and an aw between 0.60 and 0.85. • The developed IMFs are characterized not only by aw values of 0.60–0.85 but also by the use of additives such as glycerol, glycols, sorbitol, sucrose, and so forth, as humectants, and by their content of fungistats such as sorbate and benzoate.
Preparation of IMF • Because S. aureus is the only bacterium of public health importance that can grow at aw values near 0.86, an IMF can be prepared by formulating the product so that its moisture content is between 15% and 50%, adjusting the aw to a value below 0.86 by use of humectants, and adding an antifungal agent to inhibit the rather large number of yeasts and molds that are known to be capable of growth at aw values above 0.70. • Additional storage stability is achieved by reducing the pH. • For determination of the aw of a food system, One can also use Raoult’s law of mole fractions where the number of moles of water in a solution is divided by the total number of moles in the solution .
In preparing IMF, water may be removed either by adsorption or desorption. • By adsorption, food is first dried (often freeze dried) and then subjected to controlled rehumidification until the desired composition is achieved. • By desorption, the food is placed in a solution of higher osmotic pressure so that at equilibrium, the desired aw is reached. • Although identical aw values may be achieved by these two methods, IMF produced by adsorption is more inhibitory to microorganisms than that produced by desorption
The following general techniques are employed to change thewater activity in producing an IMF: • 1. Moist infusion. Solid food pieces are soaked and/or cooked in an appropriate solution to give the final product the desired water level (desorption). • 2. Dry infusion. Solid food pieces are first dehydrated and then infused by soaking in a solution containing the desired osmotic agents (adsorption). • 3. Component blending. All IMF components are weighed, blended, cooked, and extruded or otherwise combined to give the finished product the desired aw. • 4. Osmotic drying. Foods are dehydrated by immersion in liquids with a water activity lower than that of the food. When salts and sugars are used, two simultaneous countercurrent flows develop: • solute diffuses from solution into food, and water diffuses out of food into solution.
The composition of a model IMF product called Hennican is given in Table 18–6. • This is an adaptation of pemmican, an Indian trail and winter storage food made of buffalo meat and berries. • Hennican is the name given to the chicken-based IMF.
Storage Stability of IMF • The undesirable chemical changes that occur in dried foods occur also in IMF. • Lipid oxidation and Maillard browning are at their optima in the general IMF ranges of aw and percentage moisture. • However, there are indications that the maximum rate for Maillard browning occurs in the 0.4aw–0.5aw range, especially when glycerol is used as the humectant. • A food in moist air exchanges water until the equilibrium partial pressure at that temperature is equal to the partial pressure of water in the moist air.