Download
1 / 53
530 likes | 673 Views
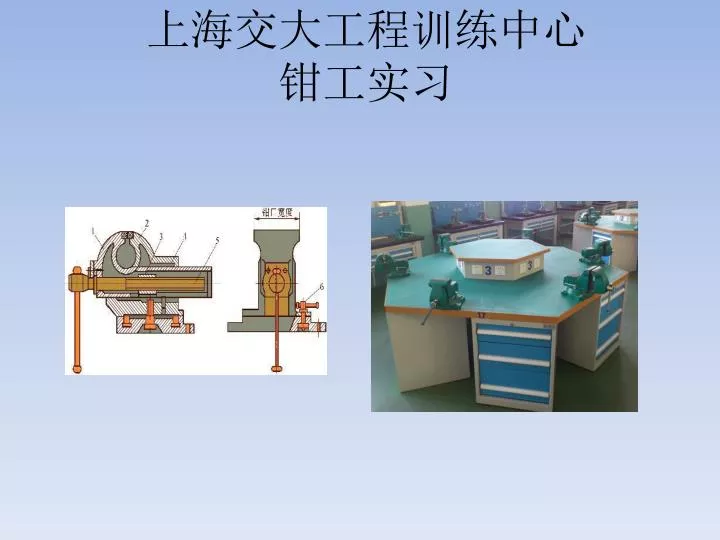
上海交大工程训练中心 钳工实习. 教学目标. 一、知识掌握点 1. 掌握部分:钳工基本工艺的特点和应用,以及所用工具的构造、材料、和特点。 2. 熟悉部分:装配的概念,简单部件的装拆方法。 3. 了解部分:钳工的实质、特点以及在机械装配和维修中的作用;刮削、扩孔、绞孔和錾削的加工方法和应用。. 教学目标. 二、能力训练点 1. 熟悉掌握部分:掌握钳工基本工艺的操作方法;独立完成含有划线、锯削、锉削、钻孔、攻螺纹的钳工作业件。 2. 基本掌握部分:刮削、扩孔、绞孔等工艺的操作方法。. 教学目标. 三、素质培养点 1. 培养学生养成安全文明生产的习惯。

E N D
教学目标 一、知识掌握点 1.掌握部分:钳工基本工艺的特点和应用,以及所用工具的构造、材料、和特点。 2.熟悉部分:装配的概念,简单部件的装拆方法。 3.了解部分:钳工的实质、特点以及在机械装配和维修中的作用;刮削、扩孔、绞孔和錾削的加工方法和应用。
教学目标 二、能力训练点 1.熟悉掌握部分:掌握钳工基本工艺的操作方法;独立完成含有划线、锯削、锉削、钻孔、攻螺纹的钳工作业件。 2.基本掌握部分:刮削、扩孔、绞孔等工艺的操作方法。
教学目标 三、素质培养点 1.培养学生养成安全文明生产的习惯。 2.为学生塑造良好的工程环境,如同真正的工厂生产车间,使学生明确机械零件生产的一般过程和加工过程中应注意的问题。 3.培养学生质量第一的观念
大纲重点、学习难点化解办法 大纲重点 (1)掌握钳工基本工艺的特点和应用,以及所用工具的构造、材料特点。 (2)熟练掌握钳工基本工艺的操作方法。 难点化解办法 (1)指导教师多动口、多动手,耐心指导每一位学生。 (2)给学生大量的实践时间,多进行实际操作,在实践过程中总结出规律和技巧。 (3)接触不同的材料,制作难易不同的工件,让学生在乐趣中熟能生巧。
一、基本操作 1、划线 2、锯削(锯割) 3、锉削
1、划线 1)了解划线的作用 2)划线常用的工具 3)划线步骤
1)了解划线的作用 • 划线分为两种,平面划线和立体划线。通过划线可检查坯件是否合格,对合格的坯件定出加工位置,标明加工余量。对有缺陷的毛坯,可利用划线借斜法,特定地分配加工余量以加工出合格的零件。 平面划线 立体划线立体划线
2)划线常用的工具 • 平板、方箱、V形铁、千斤顶、圆规、游标卡尺、钢笔尺、游标高度尺、划线盘、划针、样冲等 划线方箱 划线平板
3)划线步骤 • 清理毛坯表面疤痕和毛刺,必要时可涂白浆和淡精水,如有孔的毛坯,用铅或木块堵孔以便定孔的中心位。 • 划线基准的选择。找基准线(平面划线用)或基准面(立体划线用)。是用以确定工件上其他线和面的位置,并由此定各尺寸。如立体划线,先划出基准线,然后再划出其他各水平线,再将工件翻90°,划出与已划的线互相垂直的其余各直线。 • 为防止所划的线被擦掉或模糊,可在划出的线上打上样冲眼
2、锯削(锯割) 1)了解锯削的作用 2)锯削常用的工具 3)锯削的操作要领
1)了解锯削的作用 • 用手锯分割材料或在工件上切槽。锯割简单零件成型。
2)锯削常用的工具 • 手锯的构造和锯条的规格: 手锯分固定式和可调式两种。可调式手锯操作灵活,使用普遍。锯条齿距分为三种:粗齿、中齿、细齿。长度一般为300毫米,宽12毫米,厚0.8毫米。 • 粗齿,锯铜、铝等软金属及厚度工件。 • 中齿,锯普通钢、铸铁及中等厚度的工件。 • 细齿,锯硬钢。板料及薄壁管子等。
3)锯削的操作要领 • 锯条安装。手锯是在向前推时起切削作用,因此锯齿方向向前,装正并拉紧锯条。 • 锯削方法。起锯角度要小,通常在15°以下,前腿切削行程中压力大些,后推返回行程时不加压力,轻轻滑过。锯削速度不宜过快,在每分钟40次左右。
3、锉削 1)了解锉削的作用 2)锉削常用的工具 3)锉削步骤
1)了解锉削的作用 • 用锉刀对工件表面进行加工,提高工件精度。减小表面粗糙度,主要用于修整零件的配合尺寸和相互位置。制作模板、模具,修除毛刺和棱边等
2)锉削常用的工具 • 锉刀分普通锉刀、整形锉刀和特种锉刀三大类。
2)锉削常用的工具 • 锉刀刀齿粗细程度,可分为粗齿、中齿、细齿和油光锉。
3)锉削步骤 • 平面锉削。 • 顺向锉 • 交叉挫 • 推锉
圆弧面的锉削。 • 锉刀沿自身轴线的往复运动。 • 以锉刀二分之一的宽度向左或向右运动。 • 绕锉刀轴心线转动。
二、孔加工 1、钻孔 2、扩孔 3、锪孔 4、铰孔 5、攻丝(攻螺纹)
1、钻孔 1)钻削所用机床 2)钻削刀具 3)钻削操作
1)钻削所用机床 钻削时所用的机床常为钻床。 • 台钻。台式钻床是一种小型钻床,用来钻13mm以下的孔。 • 立钻。立式钻床的主轴只能上下移动,靠移动工件来对准钻孔中心,适合于加工中小型工件。 • 摇臂钻床。可讲工件安装在工作台或机座上,靠钻头移位来对准孔中心,适合于加工大型多孔工件。
立式钻床 摇臂钻床 台式钻床
2)钻削刀具 • 钻孔所用的钻削工具是钻头(麻花钻),按所需加工的孔径来选用相应直径的钻头。 • 钻头:有直柄和锥柄两种。它由柄部、颈部和切削部分组成,它有两个前刀面,两个后刀面,两个副切削刃,一个横刃,一个顶角116°-118°。 锥柄钻头 直柄钻头
3)钻削操作 • 钻削时工件夹紧在工作台或机座上。小型工件常用平口虎钳夹紧。直径13mm以上的锥柄钻头直接或加接钻套后装入主轴锥孔内。直径13MM一下的直柄钻头须装夹在钻夹头内,再装入主轴锥孔,退出时,须用楔铁敲击钻头扁尾,才能退出。机床的转速可根据钻头的大小调速,钻头小速度快,钻头大因切削量大而慢些。 • 孔较深时,应间歇地退出钻头,及时排屑。钻削过程中要不断地加注切削液进行冷却、润滑。
2、扩孔 • 用扩孔钻将已有孔的工件进行扩大的加工方法。 • 如铸出、锻出或钻出的孔扩大至要求的尺寸。
3、锪孔 • 在原有孔的孔口表面要加工成圆柱形沉孔、锥形沉孔、凸台平面时,可用锪钻锪孔来完成。
4、铰孔 • 铰孔是对孔进行最后精加工的一种方法,加工后的表面粗糙度可达1.6~0.2μm,尺寸公差等级达IT6~IT8。 • 铰刀分为两种:手用铰刀和机用铰刀。 • 铰孔的形状也分为两种:圆柱铰孔和圆锥铰孔。
5、攻丝(攻螺纹) • 用丝锥在工件的光孔内加工出内螺纹的方法的方法叫攻丝。 • 攻丝由工作部分和柄部组成。工作部分包含切削部分和校准部分。校准部分的齿形完整,可校准已切出的螺纹,并起导向作用。 • 丝锥须成组使用,M6-M24的丝锥两枚一组;24以上的三枚一组。开始攻丝时,先用头攻,丝锥轴线与工件轴线校准并一致,切入工件后,可只旋转不加压,并经常反转,以断屑。用二攻或三攻切削时,旋入几扣后,只选铰杠,不再加压。 • 在钢、紫铜等工件上攻丝时,需加乳化液润滑冷却。以降低螺纹粗糙度,对一些软材料攻丝时,不必加冷却润滑液。
三、装配 • 装配基本知识的重要性: 根据技术要求规定将若干个零件结合成部件或将若干个零件和部件结合成机器的工程称为装配。它是机器生产工艺过程的最终工序,对产品质量起决定性作用,装配质量未达到设计要求的机器,工作精度低,能耗大,工作寿命短,反之,即使零件制造精度稍低,但装配过程中经过严格检验,仔细修配出符合设计要求的产品。
1、装配工艺过程 • 读图,了解产品装备图,熟悉产品的结构以及每个零件不部件的作用,了解产品的传功系统或其他相互关系。 • 以台钻Z4006装配为例。
2、装配方法 • 完全互换法。 • 按完全互换法进行装配时,装配精度完全由零件的制造精度加以保证,不需要任何修配、选择和其他辅助工作。 • 选配法。 • 选配法是将零件的制造公差适当放大,装配前按比较严格的公差范围将零件分成若干组,然后将对应的各组配件进行装配以达到要求的装配精度。 • 修配法 • 当装配精度要求较高,采用完全互换法又不太经济时,常采用修整某一配件表面的方法来达到规定的装配精度。
3、配合 孔与轴的配合 • 间隙配合。孔大于轴,装配好以后有间隙,能做相对运动。 • 过盈配合。轴大于孔,装配好以后不能动,它的装配方法有两种:热套和冷却。采用热、冷的方法,不能拆。 • 过渡。孔与轴的尺寸很接近,有可能有间隙,有可能过盈,它的装配就不要加热和冷却,直接用压力机和榔头的冲击力就可以装配,拆用同样的方法。
4、连接 • 固定连接。 • 可拆,指螺丝连接。 • 不可拆,指焊接、铆钉、过盈、胶合。 • 活动连接。 • 可拆,指丝杆和螺母,齿轮与齿条等。 • 不可拆,任何活动部位都是用焊接、铆钉。
5、轴承的装配 • 轴承的等级和种类。 • 轴承当与轴连接时相对于力应在内圈,要打内圈,当与孔连接时那力在外圈,注意,不能用榔头直接打,要用过渡套、铜棒、铅棒等。