Download
1 / 16
160 likes | 319 Views
Production of 1,2 and 1,3-PDO from glycerol. Production of 1,2 and 1,3-PDO from glycerol.

E N D
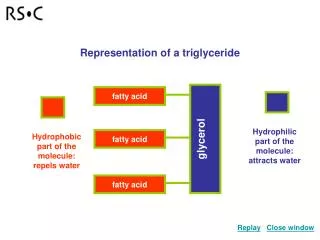
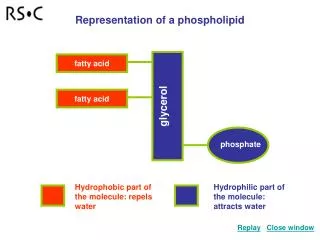
Production of 1,2 and 1,3-PDO fromglycerol The dwindling supply and exponential growth in the demand of fossil fuels have motivated researchers to explore alternative resources and technologies for fuels and chemicals. The utilization of the relatively large amounts of glycerol side product (10wt.%) formed in bio-diesel manufacture is a major factor in the overall cost effectiveness of the process . Therefore, use of this glycerol as a renewable feedstock to produce value added chemicals is crucial to biorefinery economics.
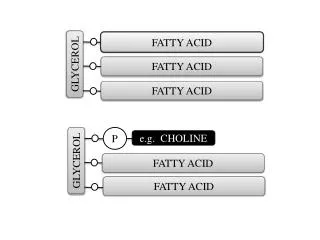
Glycerol • Descrition(or glycerin, glycerine) (C3H8O3) : is a simple polyolcompound.
1,2-Propanediol • Descrition (C3H8O2): It is a colorless, nearly odorless, clear, viscous liquid with a faintly sweet taste, hygroscopic and miscible with water, acetone, and chloroform. • Ways of obtaining:by catalytic hydrogenolysis • Industryinterest: industrial solvent, antifreeze, deicing agent and approved additive in food, cosmetic and pharmaceutical industries
1,3-Propanediol • Descrition(CH2(CH2OH)2): This three-carbon diol is a colorless viscous liquid that is miscible with water. • Ways of obtaining: bybacterialfermentation • Industryinterest: Plastics based on this monomer exhibit better product properties and higher light stability than those produced by 1,2-propanediol, butanediol or ethylene glycol. 1,3-Propanediol can also be used as a polyglycol-type lubricant and as a solvent.
In this assignment, 1,2-PDO has been obtained with two hydrogenlysismethots. We are going to discuss the best aspects of each one
Aqueous phase hydrogenolysis of glycerol to 1,2-propanediol without external hydrogen addition • The catalyst in this experiment is an admixture of 5 wt.% Pt/Al2O3 and 5 wt.% Ru/ Al2O3 . • The Pt/Al2O3 was chosen to promote the aqueous phase reforming of glycerol to hydrogen , whereas Ru/Al2O3 was chosen to facilitate the hydrogenolysis of glycerol by in situ hydrogen generated .
Aqueous phase hydrogenolysis of glycerol to 1,2-propanediol without external hydrogen addition • It is demonstrate that the admixture catalyst outperformed the individual catalysts with respect to 1,2-PDO selectivity and yield under without added hydrogen condition. • The yield of 1,2-PDO was also higher with the admixture catalyst when compared to the externally added hydrogen condition.
Aqueous phase hydrogenolysis of glycerol to 1,2-propanediol without external hydrogen addition • The results with 5% Ru/Al2O3 and 5% Pt/Al2O3 admixture combinations and the monometallic catalysts on glycerol hydrogenolysis in absence of externally added hydrogen at 493 K are compared in these graphs.
Dehydration–hydrogenation of glycerol into 1,2-propanediol at ambient hydrogen pressure Glycerol is converted into hydroxyacetone (reactionintermediate) through the dehydration, followed by the hydrogenation into 1,2-propanediol, with a yield over 96%. In this process, the dehydration needs relatively high reaction temperatures, whereas the hydrogenation favors low temperatures and high hydrogen concentration.
The main catalyst is Cu/Al2O3, it doesn’t present deactivation until 200ºC and whit that, it would be obtained the best yields and selectivity • The best temperatures for this process are between 170 and 200ºC
The production of 1,3 – PDO has been carried out using two bacterias: Clostridium butyricum and Klebsiellapneumoniae
Klebsiellapneumoniae encapsulated in the NaCS/PDMDAAC microcapsule to produce 1,3-propanediol (PDO) from glycerol. • The experiment includes fermentations in batch culture, fed-batch culture and continuous culture. • This experiments were carried out in shake flasks and a fixed-bed bioreactor. • Results showed that the NaCS/PDMDAAC microcapsule has desirable properties such as biomass enrichment in the microcapsule , enhanced substrate tolerance and stable activity of cells respect of the no encapsulated cells.
Klebsiellapneumoniae encapsulated in the NaCS/PDMDAAC microcapsule to produce 1,3-propanediol (PDO) from glycerol. • Maximum concentration of 1,3-propanediol (55–60 g/L) was obtained in batch and fedbatch cultures . • Continuous culture has the advantage of relatively high productivities ,however, its 1,3-propanediol concentration is not high enough to reduce the load of downstream separation. • Also, there has been growing interest in a more economical route that utilizes glucose as a lower-cost feedstock.
UsingClostridium butyricum The great difference of this bacteria is that it presents a strong tolerance at the inhibitory effect of the 1,3-propanediol and glycerol, even at high concentrations of this substance at the chemostat. It means that 1,3-PDO can be carried out with pure or industrial glycerol. A great advantage for the industry.
In this assignment we have studied the production of 1,3-PDO with batch, single-step and two-stage continuous cultures. The medium yield for glycol is 55%, in single-step continuous, large quantities of 1,3-PDO have been obtained with low concentrations of glycerol, however if the flow increases, the concentration decreases of 1,3 - PDO. having a second stage could be mainly used to further increase the product concentration and to completely use the residual glycerol.