Download
1 / 31
310 likes | 441 Views
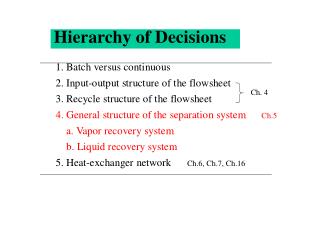
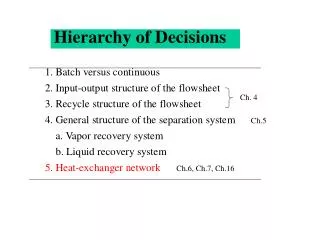
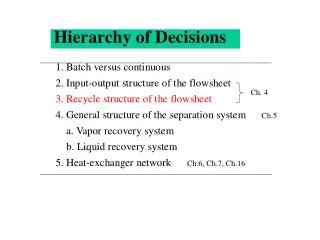
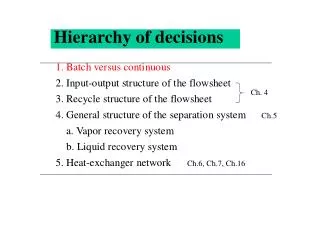
Hierarchy of Decisions. Purge H 2 , CH 4. Reactor. Separation System. H 2 , CH 4. Benzene. Toluene. Diphenyl. LEVEL 2. LEVEL 3 DECISIONS 1 ) How many reactors are required ? Is there any separation between the reactors ? 2 ) How many recycle streams are required ?

E N D
Purge H2 , CH4 Reactor Separation System H2 , CH4 Benzene Toluene Diphenyl LEVEL 2
LEVEL 3 DECISIONS 1 ) How many reactors are required ? Is there any separation between the reactors ? 2 ) How many recycle streams are required ? 3 ) Do we want to use an excess of one reactant at the reactor inlet ? Is there a need to separate product partway or recycle byproduct ? 4 ) Should the reactor be operated adiabatically or with direct heating or cooling ? Is a diluent or heat carrier required ? What are the proper operating temperature and pressure ? 5 ) Is a gas compressor required ? costs ? 6 ) Which reactor model should be used ? 7 ) How do the reactor/compressor costs affect the economic potential ?
1 ) NUMBER OF REACTOR SYSTEMS If sets of reactions take place at different T and P, or if they require different catalysts, then we use different reactor systems for these reaction sets. Acetone Ketene + CH4 Ketene CO + 1/2C2H4 700C, 1atm Ketene + Acetic Acid Acetic Anhydride 80 C, 1atm
Number of Recycle Streams TABLE 5.1-3 Destination codes and component classifications Destination code Component classifications 1. Vent Gaseous by-products and feed impurities 2. Recycle and purge Gaseous reactants plus inert gases and/or gaseous by-products 3. Recycle Reactants Reaction intermediates Azeotropes with reactants (sometimes) Reversible by-products (sometimes) 4.None Reactants-if complete conversion or unstable reaction intermediates 5.Excess - vent Gaseous reactant not recovered or recycles 6.Excess - vent Liquid reactant not recovered or recycled 7.Primary product Primary product 8.Fuel By-products to fuel 9.Waste By-products to waste treatment should be minimized A ) List all the components that are expected to leave the reactor. This list includes all thecomponentsinfeedstreams, and allreactantsandproductsthatappearinevery reaction. B ) Classify each component in the list according to Table 5.1-3 and assign a destination code to each. C ) Order the components by their normal boiling points and group them with neighboring destinations. D ) The number of groups of all but the recycle streams is then considered to be the number of product streams.
2 ) NUMBER OF RECYCLE STREAMS EXAMPLE HDA Precess ComponentNBP , CDestination H2 -253 Recycle + Purge Gas CH4 -161 Recycle + Purge Recycle Benzene 80 Primary Product Toluene 111 Recycle liq. Recycle Diphenyl 255 By-product Compressor CH4 , H2(Purge) (Gas Recycle) Benezene (PrimaryProduct) Reactor Separator (Feed)H2 , CH4 (Feed) Toluene Diphenyl (By-product) Toluene (liq. recycle)
2 ) NUMBER OF RECYCLE STREAMS EXAMPLE Acetone Ketene + CH4700C Ketene CO + 1/2C2H41atm Ketene + Acetic Acid Acetic Anhydride 80 C, 1atm ComponentNBP , CDestination CO -312.6 Fuel By-product CH4 -258.6 “ C2H4 -154.8 “ Ketene -42.1 Unstable Acetone 133.2 Reactant Acetic Acid 244.3 Reactant Acetic Anhydride 281.9 Primary Product CO , CH4 , C2H4 (By-product) Acetic Acid (feed) Acetone (feed) R1 R2 Separation Acetic Anhydride (primary product) Acetic Acid (recycle to R2) Acetone (recycle to R1)
3. REACTOR CONCENTRATION (3-1) EXCESS REACTANTS shift product distribution force another component to be close to complete conversion shift equilibrium ( molar ratio of reactants entering reactor ) is a design variable
( 1a ) Single Irreversible Reaction force complete conversion ex. C2H4 + Cl2 C2H4Cl2 excess ex. CO + Cl2 COCl2 excess ( 1b ) Single reversible reaction shift equilibrium conversion ex. Benezene + 3H2 = Cyclohexane excess ( 2 ) Multiple reactions in parallel producing byproducts shift product distribution type (3) if (a2 - a1) › (b2 - b1) then FEED2 excess if (a2 - a1) ‹ (b2 - b1) then FEED1 excess
( 3 ) Multiple reactions in series producing byproducts type (3) shift product distribution ex. CH3 + H2 + CH4 excess 5:1 2+ H2 ( 4 ) Mixed parallel and series reactions byproducts shift product distribution ex. CH4 + Cl2 CH3Cl + HCl Primary excess 10:1 CH3Cl + Cl2 CH2Cl2+ HCl CH2Cl2+ Cl2 CHCl3 + HCl Secondary CHCl3 + Cl2 CCl4 + HCl O O O O O
( 3-2 ) FEED INERTS TO REACTOR ( 1b ) Single reversible reaction FEED PROD1 + PROD2 Cinert Xfeed keq = FEED1 + FEED2 PRODUCT Cinert Xfeed1 or Xfeed2 keq = ( 2 ) Multiple reactions in parallel byproducts FEED1 + FEED2 PRODUCT FEED1 + FEED2 BYPRODUCT Cinert Cbyproduct FEED1 + FEED2 PRODUCT FEED1 BYPROD1 + BYPROD2 Cinert Cbyprod1-2 Cp1Cp2 CF CP CF1CF2
Some of the decisions involve introducing a new component into the flowsheet, e.g. adding a new component to shift the product distribution, to shift the equilibrium conversion, or to act as a heat carrier. This will require that we also remove the component from the process and this may cause a waste treatment problem. Example Ethylene production C2H6= C2H4 +H2Steam is usually used as the C2H6 + H2 = 2CH4diluent. Example Styrene Production EB = styrene +H2 EB benzene +C2H4Steam is also used. EB + H2 toluene + CH4
( 3-3 ) PRODUCT REMOVAL DURING REACTION to shift equilibrium + product distribution ( 1b ) single reversible reaction ex. 2SO2 + O2= 2SO3 H2O H2O SO2 REACT ABSORB REACT ABSORB O2 + N2 H2SO4 H2SO4 ( 3 ) multiple reactions in series byproduct FEED PRODUCT remove PRODUCT = BYPRODUCT remove .
( 3-4 ) RECYCLE BYPRODUCT to shift equilibrium + product distribution CH3 + H2 + CH4 2 = + H2 O O O O O
( 4-1 ) REACTOR TEMPERATURE T k V Single Reaction : - endothermic AHAP ! - exothermic * irreversible AHAP ! * reversible continuously decreasing as conversion increases. Multiple Reaction max. selectivity T 400C Use of stainless steel is severely limited ! T 260C High pressure steam ( 40~50 bar) provides heat at 250-265 C T 40C Cooling water Temp 25-30C
( 4-2 ) REACTOR HEAT EFFECTS Reactor heat load = f ( x, T, P, MR, Ffeed) QR = ( Heat of Reaction ) ( Fresh Feed Rate ) ……..for single reaction. ……..for HDA process ( approximation ) Adiabatic Temp. Change = TR, in - TR, out = QR / FCP If adiabatic operation is not feasible, then we can try to use indirect heating or cooling. In general, Qt, max 6 ~ 8 106 BTU / hr Cold shots and hot shots. The temp. change, ( TR, in- TR, out), can be moderated by - recycle a product or by-product ( preferred ) - add an extraneous component. ( separation system becomes more complex ! )
Figure 2.6 Four possible arrangements for fixed-bed recators.
Figure 2.6 Four possible arrangements for fixed-bed reactors.
Figure 2.6 Four possible arrangements for fixed-bed recators.
Figure 2.6 Four possible arrangements for fixed-bed reactors.
( 4-3 ) REACTOR PRESSURE ( usually 1-10 bar ) VAPOR-PHASE REACTION - irreversible as high as possible P V r - reversible single reaction * decrease in the number of moles AHSP * increase in the number of moles continuously decreases as conversion increases - multiple reactions LIQUID-PHASE REACTION prevent vaporization of products allow vaporization of liquid so that it can be condensed and refluxed as a means of removing heat of reaction. allow vaporization of one of the components in a reversible reaction.
RECYCLE MATERIAL BALANCE ( Quick Estimates !!! ) Example HDA process Limiting Reactant : Toluene ( first ) yPH RG Purge , PG FG, yFH H2 , CH4 Benzene , PB reactor separator FFT FT ( 1-X ) PD Toluene FT Diphenyl LEVEL 3 FT ( 1-X ) LEVEL 2 always valid for limiting reactant when there is complete recovery and recycle of the limiting reactant
RECYCLE MATERIAL BALANCE ( Quick Estimates !!! ) Example HDA process other reactant : (Next ) molar ratio extra design variable Note that details of separation system have not been specified at this level. Therefore, we assume that reactants one recovered completely.
5 ) COMPRESSOR DESIGN AND COST Whenever a gas-recycle stream is present, we will need a gas- recycle compressor. Covered in “Unit Operation (I)”
6 ) EQUILIBRIUM LIMITATIONS 7 ) REACTOR DESIGN AND COSTS Covered in “Reactor Design and Reaction Kinetics”
ECONOMIC POTENTIAL AT LEVEL 3 Note, $ $ EP3=EP2-annualized costs of reactors -annualized costs of compressors 2 106 1 106 0.2 0.4 0.6 $/year 0 0.1 0.3 0.5 0.7 -1 106 -2 106 does not include any separation or heating and cooling cost