Download

1 / 27
280 likes | 297 Views
Explore the convergence of Automation, Industrial IT, & Operational Technology in transforming manufacturing sites. Learn about key design choices and operational benefits that add value to facilities. Follow the journey of transitioning from isolated islands of automation to an integrated excellence center.

E N D
Automation, Industrial IT and Operational Technology Neil Corman & Pat Sullivan ISPE-CaSa Technology Conference 31MAR16
A brief bit about us and this presentation Avid Solutions, a US-based systems integrator, and bioMérieux, the leading global medical diagnostics manufacturer, have been working together as “trusted partners” on several large capital automation projects since 2011. We have been engaged in the design and installation of a new validated formulation and filling line, working with local, national and international OEM, engineering and construction firms. This presentation will focus on how the convergence of Automation, Industrial IT and Operational Technology is continuously leveraged to transform our manufacturing site from multiple “islands of automation” to a fully integrated center of excellence. Additionally, we will communicate the rationale for key design and implementation choices. Operational Technology adds measurable business value to a facility by building upon plant-floor automation to generate manufacturing-based business analytics. We will be demonstrate this value through growth, improved compliance and system sustainability.
Part 1 - The Automation Journey How WE TRANSFORMED NECESSITY INTO Reality
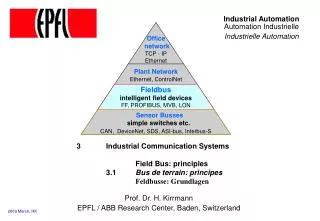
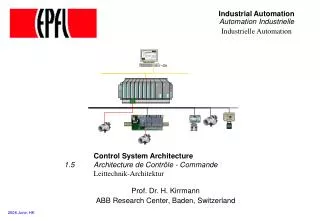
Some definitions about organization • Tier 1 Systems – Islands, Areas and Work Cells. • Tier 1 Systems are custom for each site and function. • These systems govern machine functionality – PLCs, HMIs, VFDs, Servos, Robots, etc. • Tier 2 Systems – Line-Level SCADA. • Tier 2 Systems are the middleware between the manufacturing and the enterprise. • These systems also provide co-ordination of Islands and Data and Alarm Historization. • Tier 3 Systems – Site-Level Operations. • Tier 3 Systems are unique for each site but similar in function among all sites. • OEE / Downtime Monitoring. • Asset Management and Maintenance Systems. • Production / EBR Reporting. • Manufacturing Execution Systems (manufacturing layer). • Information Kiosks. • Tier 4 Systems – Enterprise Membership. • Tier 4 Systems are identical across the enterprise. • Manufacturing Execution Systems (ERP interface layer).
Let’s talk about where we started • Automation was an “add on” that historically came with the purchase of OEM systems. • This practice created isolated “islands of automation” with no site integration plan. • 357 automation devices with validated configuration existed on site. Only 43 of those devices (12%) were centrally networked. • 1 (small) Ethernet connected production area. • 6 production servers. • 61 PLC systems. • 63 SCADA servers / HMI terminals. • 45 programmable I/O devices. • 139 VFD / servos. • 27 vision system cameras. • Very few production systems had data historian capability. • Production analysis often involved paper-based studies. • Electronic production reports were not an option. • Very few production systems had centralized security. • Operator administration often involved a change control process to modify the validated state of an HMI application.
Let’s talk about where we started • Automated systems usually involved physical PC’s and servers. • High failure rates existed for these devices. • Disaster recovery and system backups involved burning a CD and hoping it still functioned when needed. • No virtual environment existed. • Software versions were bound to specific hardware builds, creating limited service life. • Changes had to be implemented on live systems before they could be tested, requiring downtime. • No “sandbox” environment existed, limiting design flexibility. • No flexible storage existed. • Storage was limited to the size of the RAID arrays in each physical server and could not be portioned as needed. • No diagnostic tools existed. • We knew something was wrong when it actually crashed. • There were limited options for proactive support. • There was no recognition or support from Corporate IT. • Engineering and Manufacturing were on their own when it came to infrastructure.
Where did we want to get to? • A manufacturing infrastructure that is capable of supporting growth and scalability. • All member devices integrated to a dedicated manufacturing network. • Domain isolation from other systems (enterprise and external). • Deployment of a virtual environment with dedicated storage arrays. • Ample resources for running systems, storing production data and all configuration backups. • An automation-based disaster recovery plan with high granularity for all members within the infrastructure. • A system design that is based on GEP and supports GAMP5 principles. • Physical servers and PC’s are migrated to virtual systems. • Implementation of domain-based Active Directory security. • Automated diagnostics and alerts for all systems. • Production Reports, OEE and downtime monitoring and electronic logbook capability, for all systems. • The ability to troubleshoot any system from any location within the facility. • A design that supports membership in a manufacturing enterprise.
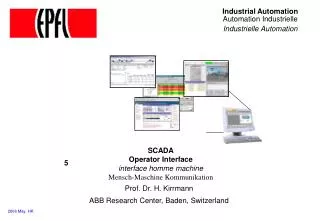
We need to go beyond the PanelView • We need to extend automation functionality to include applications for: Productions Reporting, OEE & Downtime monitoring, Electronic Logbooks, ERP Inventory Transactions, Quality System access, etc. • 99% of our plant-floor HMI’s are non-PC based terminals. • These terminals do not have a Windows operating system. • These terminals are not extensible. • These terminals do not support external applications. • These terminals do not support web-based applications. • Information Kiosks are a separate Windows terminal placed next to an HMI. • The kiosks use a Thin Client appliance with an embedded Windows OS. • A Windows environment allows locking the user into a secure environment. • A Windows environment allows for the use of Web-based applications. • A Windows environment allows for the use of embedded RDP applications • A Windows environment allows terminal management thru Active Directory management.
Great, how did we actually do it? • Identify the existing site automation as it originally existed. • Our automation product mix was 90% Allen Bradley / Rockwell Automation. This homogenous environment allowed us to propagate our solution across multiple automated islands. • Did any viable network infrastructure already exist? • Our infrastructure predominantly used rack-mount Windows servers and networking components from Cisco Systems. These standard components allowed for ease of virtualization and re-use of the Cisco components to expand into a multi-segmented manufacturing network. • What were the existing systems capable of, given an investment? • All of our PLC’s, HMI’s, VFD’s, etc were capable of Ethernet communications via upgrades within their product families. Converting the existing automation hardware to Ethernet allowed us to further develop the automation and move from individual islands to integrated production areas. • The existing network infrastructure provided a blueprint to expand to a multi-segmented domain for incorporation of additional production areas. • What middleware was required to leverage the existing automation, yet be capable of supporting site business needs and possibly enterprise membership? • The introduction of SCADA servers, Data Historians and Audit Servers allowed us to achieve the business related goals of: production reporting, OEE and downtime reporting, SPC analysis, electronic logbooks and the introduction of our quality system within the automation.
OK, let’s bring it back to 10,000 feet • 100% system uptime (currently 431 days since last scheduled maintenance). • Supported by a dedicated full-time, in-house automation support staff. • The migration has also allowed for 119% growth within the infrastructure. 787 automation devices with validated configuration now exist on site. 100% of them are centrally networked and fully integrated. • 24 production servers • 95 network switches • 92 PLC systems • 140 SCADA servers / HMI terminals • 157 programmable I/O devices • 242 VFD / servos • 37 vision system cameras • 24x7 Infrastructure and Process Monitoring with Email and SMS notification. • Approx. 175 PLC’s and HMI’s are monitored for uptime and health. • Approx. 65 servers and clients are monitored for uptime, health and application status. • Approx. 25 managed switches are monitored with configuration backup and real-time change monitoring. • Over 500 monitored network interface points are monitored for bandwidth usage, transmission errors, etc.
OK, let’s bring it back to 10,000 feet • Centralized security via dedicated manufacturing domain. • Completely independent Active Directory security domain. • Redundant Domain Controllers ensure authentication connectivity. • Redundant Firewalls ensure system isolation from the enterprise and the real-world. • Full agent-less, transparent Anti Virus integration provides protection at the ESXi level. • Automated Backup and multi-tiered Disaster Recovery. • 3 months of immediate tapeless recovery is available for production systems with multiple restore points and recovery methods available. • Tape recovery available for every backup with indefinite off-site archival. • On-line recovery of entire virtual server in as little as 15 minutes. • Scalable, resource-efficient, virtual infrastructure. • Approx. 100 virtual machines are currently in use (50 servers, 50 clients). • 160 logical CPU’s are available on-demand, as needed. • 1,000 Gb RAM available on-demand, as needed. • 6 volumes of NAS Storage = 12,000 Gb disk available on-demand, as needed. • 43,000 Gb of backup data exist, occupying 6,330 Gb of physical space.
What do we still have left to do? • Leverage the infrastructure for additional Tier 3 applications. • Access Quality Systems on the plant floor from Electronic Kiosks. • Add paperless Electronic Logbook capabilities to the Electronic Kiosks. • Add integrated Downtime and OEE tracking functions to the automated systems. • Add ERP transaction and Track & Trace functionality within the automated systems. • Use the Virtual Environment to standardize support functions. • Remove the need for specialized “automation only” laptops. • Allow FTE’s, OEM’s and contractors to RDP to a safe and controlled programming terminal. • Improve compliance with 21CFR guidelines by electronically managing programming and configuration changes. • Improve the Centralized Security to be user friendly. • Develop “badge reader” system for login with existing employee badges. • Tie employee training records to assigned user roles and access levels at each automation island. • Interface with Tier 4 applications and establish an enterprise architecture. • Coordinate manufacturing data from multiple sites to push real-time status to the business unit.
Part 2 – the roles of IT and OT How did ownership play out on the plant floor
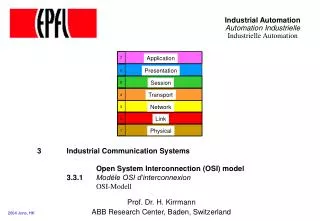
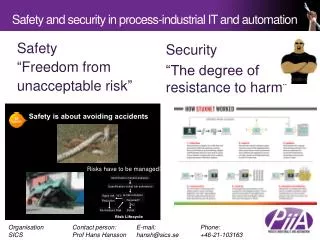
IT and OT have different missions and priorities • Information Technology – is the set of technologies associated with Business Applications. IT combines all the necessary technologies for information processing. • The order of priorities for Information Technology is: C I A • Confidentiality is the 1st priority. • Integrity of Data is the 2nd priority. • Availability of Systems is the 3rd priority. • Operational Technology – is the set of technologies associated with Industrial Automation. OT comprises the hardware and software necessary to control and monitor real-time equipment. • The order of priorities for Operational Technology is: A I C • Availability of Systems is the 1st priority. • Integrity of Data is the 2nd priority. • Confidentialityis the 3rd priority.
What are the roles of IT and OT? Source: IT vs. OT in Manufacturing: How Will Convergence Play Out (SreeHameed)
ISA-95 provides context and a framework The ISA-95 standard describes the interface content between manufacturing operations and control functions and other enterprise functions. The goal is to have enterprise systems and extensible control systems that co-exist and inter-operate while maintaining separation and identity. From this model, Operational Technology is defined as a function of manufacturing and not Informational Technology. • A function is in the manufacturing and control domain if: • The function is critical to product quality. • The function is critical to plant safety. • The function is critical to plant reliability. • The function is critical to efficiency. • The function is critical to maintaining product or regulatory compliance. • Because these responsibilities lie within the plant. Source: ANSI/ISA-95.00.01-2010 (IEC 62264-1 Mod) Enterprise-Control System Integration
Our ISA-95 based Site-level implementation At the site level, these manufacturing and enterprise systems may provide service delivery and functions as shown below.
Our ISA-95 based Enterprise implementation At the enterprise level, these manufacturing and enterprise systems may provide service delivery and functions as shown below.
Why did we create an OT group? • Executive and Site management required improvements with the automation systems and manufacturing infrastructure. • No technical group existed within our organization that had the responsibility for developing a cohesive automation vision for coordination of manufacturing data at the site and wide-area levels. • There was no recognition or support from Corporate IT when it came to manufacturing systems.
What does the OT group deliver? • A dedicated team, with special manufacturing-centric skills, outside of Corporate IT. • Automation Engineering and Operational Technology require teams of dedicated professionals to provide support for the site and the enterprise. These systems must be managed on a 24x7 basis by dedicated, site-based teams. • Support by off-site IT personnel does not provide the rapid response capability and technical expertise that automation systems and manufacturing operations require. • Management provides direction and allows the OT team to deliver the necessary solutions by identifying the necessary business requirements and relevant production data. • The establishment of an Operational Technology team put the focus of improvement into the hands of dedicated professionals, who understood the management of automated manufacturing systems. • Operational Technology gave management the ability to make business decisions based on real-time production data instead of latent, report-based data. • Operational Technology allowed for the development of a “one-stop shop” for interfacing manufacturing data with the corporate enterprise to provide: operating efficiencies, schedule-based data and adherence, manufacturing rate and forecast / product mix. • Operational Technology transformed manufacturing and automation into standardized systems, leveraging the best practices at all sites and bringing each site up to the same level of excellence. • Operational Technology allowed a singular group to focus on compliance vulnerabilities and resolve them through automation improvements.
Part 3 – Leveraging industry partners You can’t do it all by yourself
Who are our industry partners? • In the Automation and IT industries, Rockwell Automation and Cisco Systems have formed a strategic alliance to create the Converged Plantwide Ethernet (CPwE) Architectures Design and Implementation Guide. This document defines the methodologies and infrastructure components necessary to bridge the cultural gaps between plant-floor and higher-level information systems. • This design philosophy, along with ISA-95 is being implemented by industry leaders across a wide variety of manufacturing disciplines, such as: Medical Devices, Pharmaceuticals, Food & Beverage and Chemical. • GAMP 5, as published by ISPE provides the strategy and rationale for meeting the regulatory requirements of automated manufacturing systems with risk-based compliance. • Control Systems Integrators, such as Avid Solutions, have the skillset necessary to perform a holistic examination of a manufacturing facility and provide the steps necessary to take this journey. Companies such as Avid can successfully cross the traditional spaces of automation and information technology.
How does leveraging our partners help us? • By implementing hardware and software solutions from Rockwell Automation, we have created a homogenous pool of control products that utilize common components, architectures and protocols. Additionally, by single sourcing our automation products, the required skill set and support requirements are minimized for our staff and outside vendors. • In using Cisco Systems server and switching components, our infrastructure is built on industry standard hardware. These products integrate seamlessly with Rockwell Automation’s offerings and are standard tools on which to host our VMware virtual environment and deliver it to the manufacturing floor. • The use of ISA standards and ISPE guidelines and recommendations allows us to leverage the best practices to design and implement trusted and compliant systems in manner that is recognized in our industry. • The development of Automation Standards allows to maintain our design moving forward and eases the internal costs of integrating future systems into the collective environment. • Avid Solutions brings advanced knowledge of automated manufacturing to us as well as a deep knowledge in the design and implementation of Rockwell, Cisco and VMware solutions. As our business need evolve and mature, their expertise will allow us to move forward with advanced Tier 3 and 4 applications.
Let’s wrap it up Over the past four years, we’ve taken our automated manufacturing environment from chaos to order. Our manufacturing-centric architecture provides an extensible infrastructure that can co-exist and inter-operate with the enterprise. This implementation allows us to continue our automation journey.
Automation, Industrial IT and Operational Technology Neil Corman & Pat Sullivan ISPE-CaSa Technology Conference 31MAR16