Download
1 / 37
370 likes | 377 Views
山东财经大学 – OM Class www.suse1.astate.edu/~jseydel. Operations Management. Current and Emerging Issues in OM. John Seydel, Ph.D. Arkansas State University ( 阿肯色州立大学 ). Overview. Optimizing global supplier , production, and distribution networks

E N D
山东财经大学 – OM Classwww.suse1.astate.edu/~jseydel Operations Management Current and Emerging Issues in OM John Seydel, Ph.D. Arkansas State University (阿肯色州立大学)
Overview • Optimizing global supplier, production, and distribution networks • Coordinating the relationships among mutually supportive but separate organizations along the supply chain • Incorporating data automation technologies throughout operations and the supply chain • Identifying innovative ways to model and solve supply chain problems • Managing the customer experienceduring a serviceencounter • Operating efficiently and effectively, in an environmentally sustainable manner • Identifying opportunities and methods for mass customization • Empoweringemployees • Raising the awareness of operations as a significant competitive weapon
First, Some Operations Management Fundamentals • Any business consists of three primary functional areas; these involve: • What it does ___________ ? • The people it serves ___________ ? • Dealing with the money ___________ ? • Thus, operations is what the firm does; i.e., why it exists • Providing services for customers (aka, clients, patients, etc.) • Creating and/or adding value to physical goods • Management: planning, organizing, staffing, leading, and controlling processes • OM can therefore be considered • The design, operation, and improvement of systems that create and deliver a firm’s primary products and/or services • In other words, OM is the planning, organization, staffing, leading, and controlling of a firm’s transformation processes . . .
Recall the Concept of a TransformationProcess • Something that uses resources to transform inputs into some desired outputs • Types and examples: • Physical -- construction • Locational– transportation (SCM) • Exchange -- retailing • Temporal(i.e., storage) – warehousing (SCM) • Physiological -- health care • Informational -- telecommunications
Operations and Supply Chain Processes Manufacturing Processes Sourcing Processes Distribution Processes Logistics Processes Logistics Processes Service Processes
Now, Let’s Consider an Ethical Dilemma • As a buyer for a discount retail chain, you find yourself caught in a maelstrom. Just last month, your chain began selling an economy-priced line of clothing endorsed by a famous movie star. To be price competitive, you have followed the rest of the industry and sourced the clothing from a low-wage region of Asia. Initial sales have been brisk; however, the movie star has recently called you screaming and crying because an investigative news outlet has reported that the clothes with her name on them are being made by children. • Outraged, you fly to the outsourcing manufacturing facility only to find that conditions are not quite as clear-cut as you had originally imagined. You feel uncomfortable riding through the streets. Poverty is everywhere. Children are chasing foreigners and begging for money. When you enter the plant, you observe a very clean facility. The completely female workforce appears to be very industrious, but many of them do appear to be young. You confront the plant manager and explain your firm’s strict international sourcing policies. You demand to know why these girls aren’t in school. The manager provides the following response: “The truth is that some of these workers may be underage. We check IDs, but the use of falsified records is commonplace in this country. Plus, you don’t understand the alternatives. If you shut this plant down, you will literally take food off the table for these families. There are no other opportunities in this town at this time, and there’s no comprehensive welfare system in our country. As for the young women, school is not an option. In this town, only boys receive an education past the sixth grade. If you shut us down, these girls will be out on the street, begging, stealing, or prostituting themselves. Your business offers them a better existence. Please don’t take that away!” • What do you say to your company, the movie star, the media, and the protestors picketing your stores? Is the best option to shut down and try someplace else?
Using Technology To Improve Processes • Machine technology • Process controls • Vision systems • Robot • Automated storage and retrieval systems (ASRSs) • Automated guided vehicles (AGVs) • Flexible manufacturing systems (FMSs) • Computer-integrated manufacturing (CIM) • Automatic identification systems (AIDC) . . .
Automatic Identification Systems (AIDC) • Improved data acquisition • Reduced data entry errors • Increased speed • Increased scope of process automation Example – Bar codes and RFID
LFID Magnetic stripe OCR Voice data entry RFID Biometric Vision Smart card Touch memory Various Types of AIDC X Bar code In the beginning there was the keyboard: And then:
Smart and Mag Stripe Cards Contact Magnetic card Contact less/Proximity/RFID
Biometrics Finger print Iris Retinal blood vessels Palm vein pattern Hand Geometry Facial Recognition
LFID: Light Frequency Identification (aka Bar Coding) Composite 2D Linear
RFID: Radio Frequency Identification (Passive backscatter)
Manufacturing in the Future • Facility contains • Man • Dog • Equipment • Purpose of the equipment: ________ ? • Purpose of the man: _____ the ____ ? • Purpose of the dog: _____________ !
Summary of AIDC Advantages • Universal • Data entry efficiency • Data quality (accuracy) • Ergonomics (work simplification) • RFID-specific • Security (smart card, biometric, RFID) • Integration with sensors (semi passive and active RFID) • Proactive autonomous communication (active RFID) • Excellent resource (temporarily unavailable) http://autoid.astate.edu/autoid (Professor Farhad Moeeni)
Old Models New Applications • Consider linear programming (LP) • Often used traditionally in • Production planning • Portfolio optimization • Determining advertising mixes • . . . • Given the modern emphasis on optimizing supply networks, LP (and similar modelling) provides an outstanding opportunity • Consider an example (oversimplified but still useful) . . .
Allocation of Production to Distribution Centers A fertilizer manufacturer has to fulfill supply contracts to its two main customers (650 tons to Customer A and 800 tons to Customer B). It can meet this demand by shipping existing inventory from any of its three warehouses. Warehouse 1 (W1) has 400 tons of inventory on hand, Warehouse 2 (W2) has 500 tons, and Warehouse 3 (W3) has 600 tons. The company would like to arrange the shipping for the lowest cost possible, where the per-ton transit costs are as follows: What is the optimal allocation?
Automobile Computer Installedcarpeting Fast-food meal Restaurant meal/auto repair Hospital care Advertising agency/ investment management Consulting service/ teaching Counseling 100% 75 50 25 0 25 50 75 100% | | | | | | | | | Percent of Product that is a Good Percent of Product that is a Service Mixed Goods/Service Operations
Productivity Aspects Associated with Services • Typically labor intensive • Frequently focused on unique individual attributes or desires • Often • Involve intellectual tasks performed by professionals • Difficult to • Mechanize • Evaluate for quality
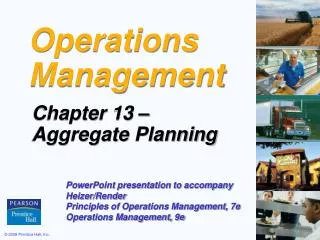
Service Blueprinting • Defines three levels of customer/provider interaction • Some interaction with customer is necessary, but this often affects performance adversely • The better these interactions are accommodated in the process design, the more efficient and effective the process • Find the right combination of cost and customer interaction • Each level has different management issues • Identifies potential failure points
Personal Greeting Service Diagnosis Perform Service Friendly Close Customer arrives for service. (3 min) Customer departs Level #1 F Customer pays bill. (4 min) Determine specifics. (5 min) Notifycustomer,recommendan alternativeprovider. (7min) Warm greeting and obtain service request. (10 sec) No F Standard request. (3 min) Canservice bedone and does customer approve? (5 min) F Level #2 Direct customer to waiting room. No Notify customer the car is ready. (3 min) F Perform required work. (varies) F F F Yes Yes Prepare invoice. (3 min) F Service Blueprint Level #3
Addressing Sustainability • Resources • Operations is primary user • Reducing use is win-win • Recycling • Burn, bury, or reuse waste • Recycling begins at design • Regulations • Laws affect transportation, waste, and noise • Increasing regulatory pressure • Reputation • Leadership may be rewarded • Bad reputation can have negative consequences
Mass Customization Once managers recognize the world as the marketplace, the cultural and individual differences become quite obvious. In a world where consumers are increasingly aware of innovation and options, substantial pressure is placed on firms to respond in a creative way. And OM must rapidly respond with product designs and flexible production processes that cater to the individual whims of consumers. The goal is to produce customized products, whenever and wherever needed.
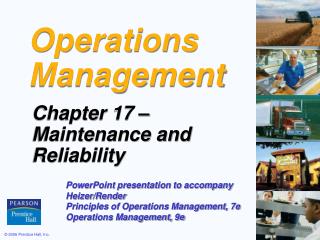
Volume Low Volume Repetitive Process High Volume Process Design Strategies High Variety one or few units per run, (allows customization) Process Focus projects, job shops (machine, print, hospitals, restaurants) Arnold Palmer Hospital Mass Customization (difficult to achieve, but huge rewards) Dell Computer Changes in Modules modest runs, standardized modules Repetitive (autos, motorcycles, home appliances) Harley-Davidson Changes in Attributes (such as grade, quality, size, thickness, etc.) long runs only Product Focus (commercial baked goods, steel, glass, beer) Frito-Lay Poor Strategy (Both fixed and variable costs are high)
Mass Customization • The rapid, low-cost production of goods and service to satisfy increasingly unique customer desires • Combines • The flexibility of a process focus • The efficiency of a product focus
Number of Choices Item 1970s 21st Century Vehicle models 140 286 Vehicle types 18 1,212 Bicycle types 8 211,000 Software titles 0 400,000 Web sites 0 162,000,000 Movie releases per year 267 765 New book titles 40,530 300,000 Houston TV channels 5 185 Breakfast cereals 160 340 Items (SKUs) in 14,000 150,000 supermarkets LCD TVs 0 102 Motivation for Mass Customization
Mass Customization Drivers for Mass Customization Repetitive Focus Flexible peopleand equipment Modular techniques Accommodating Product and Process Design Responsive Supply Chains Rapid throughput techniques Effective scheduling techniques Process-Focused High variety, low volume Low utilization (5% to 25%) General-purpose equipment Product-Focused Low variety, high volume High utilization (70% to 90%) Specialized equipment
Many parts and component inputs (chips, hard drives, software, cases) Many modules (High-volume, high-variety) Computers Many output versions (custom PCs and notebooks) Mass Customization
General Format for a Linear Programming Model Max (or Min): c1x1 + c2x2 + … + cnxn Subject to: a11x1 + a12x2 + … + a1nxn≤ b1 : ak1x1 + ak2x2 + … + aknxn≥bk : am1x1 + am2x2 + … + amnxn = bm Consider an example . . .
A Production Mix Example Maximize: 10x1 + 9x2(Total Profit) Subject to: 0.70x1 + 1.00x2≤ 630 (C&D) 0.50x1 + 0.83x2≤ 600 (Sew) 1.00x1 + 0.67x2≤ 708 (Finish) 0.10x1 + 0.25x2≤ 135 (I&P) x1≥ 0 x2≥ 0 and now the solution . . .
A Typical LP Solution • In brief: • x1 = 538.4 • x2 = 253.1 • Profit = $7,662 • Infeasible (in spite of what Solver says)! • The solution report, modified from Solver: Therefore, Par should produce 538 standard bags and 253 deluxe bags, which will result in a profit of $7,662 and will use essentially all of the capacity available in the cutting/dyeing and finishing areas but will leave 121 hours of unused capacity in the sewing area and 13 hours in the inspection/packaging area • That’s the optimality part; we can also consider the postoptimality (sensitivity) aspects