Download
1 / 17
170 likes | 315 Views
SUDAREA ÎN ATMOSFERĂ PROTECTOARE Sudarea MIG/MAG

E N D
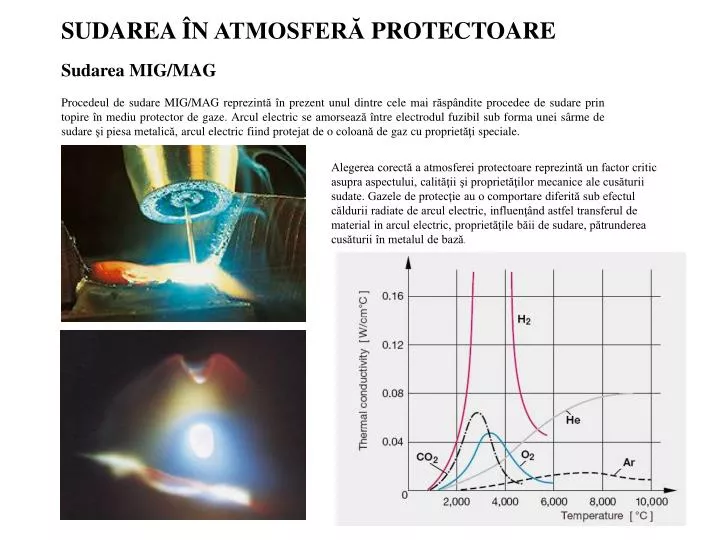
SUDAREA ÎN ATMOSFERĂ PROTECTOARE Sudarea MIG/MAG Procedeul de sudare MIG/MAG reprezintă în prezent unul dintre cele mai răspândite procedee de sudare prin topire în mediu protector de gaze. Arcul electric se amorsează între electrodul fuzibil sub forma unei sârme de sudare şi piesa metalică, arcul electric fiind protejat de o coloană de gaz cu proprietăţi speciale. Alegerea corectă a atmosferei protectoare reprezintă un factor critic asupra aspectului, calităţii şi proprietăţilor mecanice ale cusăturii sudate. Gazele de protecţie au o comportare diferită sub efectul căldurii radiate de arcul electric, influenţând astfel transferul de material in arcul electric, proprietăţile băii de sudare, pătrunderea cusăturii în metalul de bază.
1 2 5 3 6 7 4 Mecanism de avans cu patru role a sârmei electrod fuzibil • Cele mai importante proprietăţi ale atmosferei de protecţie sunt: • potenţialul de ionizare • conductivitatea termică • activitatea chimică faţă de baia de sudare (gaze inerte sau activ chimice) • În funcţie de proprietăţile atmosferei de protecţie se disting două metode de sudare: • sudarea MIG (Metal Inert Gas) în cazul utilizării unor gaze inerte • sudarea MAG (Metal Active Gas) în cazul utilizării unor gaze active chimic • Varianta MIG este utilizată la sudarea oţelurilor aliate şi a metalelor neferoase, iar varianta MAG este utilizată cu precădere la sudarea oţelurilor carbon şi slab aliate. Utilajul de sudare pentru procedeul MIG/MAG 1) reductor de presiune, 2) butelie gaz, 3) pupitru comandă, 4) pistolet de sudare, 5) bobină de sârmă de sudare, 6) mecanismul de avans al sârmei de sudare, 7) sursa de curent
Sursa de curent trebuie să livreze un curent continuu cu polaritate inversă, la o tensiune reglabilă între Ua=15-45 V şi la o intensitate de Is=50-500 A.
izolator electric conductor electric de putere tub flexibil duză ceramică de dirijare a gazului de protecţie conductori clapetă de contact tub protector rigid conector mecanic dintre tubul flexibil şi tubul protector rigid clapetă de contact orificii de dispersie a gazului de protecţie duză de cupru de contact electrod Pistoletul de sudare serveşte la introducerea în zona de sudare a sârmei electrod fuzibil, realizarea contactului electric cu sursa de curent şi insuflarea în jurul sârmei electrod a gazului protector. Pistoletele pot fi de tip lebădă sau de tip pistol, în ambele cazuri sunt prevăzute cu duze de contact de cupru schimbabile în funcţie de diametrul sârmei electrod, respectiv cu duze ceramice pentru insuflarea gazului protector. Pistoletele care funcţionează cu curent de sudare de peste 250 A sunt prevăzute cu circuit intern de răcire cu apă.
Reductor de presiune cu rotametru direcţia de sudare tub spiral pentru conducerea sârmei electrod gaz de protecţie insuflat în jurul sârmei electrod difuzor gaz de protecţie duza de contact electric coloana arcului electric sârma electrod cusătura sudată baia de sudare Difuzorul de gaz asigură o distribuţie uniformă a gazului de protecţie în jurul sârmei electrod, respectiv a coloanei arcului electric, protejând baia de sudură de contaminarea atmosferică. Sistemul de gaz protector se compune din butelia de oţel umplută cu gazul protector, reductor de presiune a gazului de la presiunea din butelie la cea de lucru (pg=0,5-3 bar), rotametru pentru măsurarea debitului de gaz, (Qg=5-25 l/min.) şi un ventil electromagnetic care se deschide numai pentru perioada efectivă de sudare.
a) argon b) argon şi heliu c) heliu d) dioxid de carbon Influenţa conductivităţii termice a gazelor de protecţie asupra profilului cusăturii sudate şi pătrunderii în metalul de bază Sub influenţa căldurii radiate de arcul electric, gazele se comportă în mod diferit. Intensitatea curentului arcului electric are o influenţă determinantă asupra mecanismului de transfer de material prin arc şi asupra comportării particulelor de metal topit. Pentru ca să conducă curentul electric gazul trebuie ionizat şi în acest scop absoarbe o cantitate importantă de energie termică din arcul electric. Cantitatea necesară de energie pentru a ioniza gazul este specifică fiecărui gaz în parte şi este denumită energia de ionizare. Cu cât energia de ionizare este mai mică, gazul respectiv conduce la o amorsare mai uşoară a arcului electric, tensiunea necesară pentru a menţine stabil arcul fiind mai mică. Gazele în stare moleculară (H2, O2, CO2 şi N2) disociază datorită căldurii absorbite de la arcul electric şi la contactul cu suprafaţa rece a metalului de bază se recombină eliberând o cantitate importantă de energie termică, prin aceasta îmbunătăţind transferul de căldură de la arcul electric spre metalul de bază.
a) argon b) argon şi heliu c) heliu d) dioxid de carbon Argonul are o conductivitate termică de cca. 10% din cea a hidrogenului şi heliului însă o energie de ionizare mult redusă în comparaţie cu acestea. Acest fapt permite o amorsare a arcului electric mult mai uşoară în atmosfere bogate în argon şi o adâncime de pătrundere ridicată, însă pe o lărgime îngustă. Se utilizează la sudarea Ni, Cu, Al, Mg şi a aliajelor acestora. În amestec cu alte gaze inerte este componentul principal datorită potenţialului de ionizare redus al acestuia. Heliul se utilizează în aplicaţii care necesită o cantitate mare de căldură transferată metalului de bază datorită conductivităţii termice excelente a acestuia. Coloana arcului este mai lată, îmbunătăţeşte capacitatea de umectare a cusăturii sudate şi permite creşterea vitezei de sudare. Materialele metalice cu conductivitate termică ridicată (Al, Cu), în special la grosimi mari disipă foarte rapid căldura absorbită de la arcul electric şi necesită un transfer termic cu eficienţă ridicată, ceea ce recomandă utilizarea heliului ca şi gaz de protecţie. Heliul mai este utilizat la sudarea laser cu CO2 în special dacă se doreşte obţinerea unei plasme induse termic, care determină o pătrundere mare a cusăturii în metalul de bază. Dioxidul de carbon este inert la temperatura ambiantă, dar la temperaturi ridicate cum sunt cele din coloana arcului la pata anodică, moleculele de CO2 disociază eliberând CO, C şi oxigen atomic care pătrund parţial în baia de sudură. O parte din gazul disociat ce intră în contact cu suprafeţele reci ale metalului de bază se recombină pentru a forma din nou CO2, în urma procesului de recombinare chimică eliberându-se o cantitate considerabilă de căldură ce conduce la o pătrundere largă şi totodată adâncă a cusăturii în metalul de bază. Oxigenul ce pătrunde în baia de sudură interacţionează chimic cu Si şi Mn sau Fe şi formează o serie de oxizi care se ridică la suprafaţa băii şi se solidifică sub forma unor insule pe suprafaţa cusăturii sudate sau se localizează la muchia cusăturii.
Sârmele de sudură pentru sudarea MIG/MAG sunt trefilate din oţeluri elaborate îngrijit, fiind calmate superior, având un conţinut redus de carbon (C<0,12%) şi de impurităţi (S, P< 0,03%). Sârmele sunt cuprate la suprafaţă pentru reducerea rezistenţei de contact în duza de cupru a pistoletului şi pentru a asigura o mai bună protecţie impotriva coroziunii atmosferice. Alierea cu 0,9-2,2% Mn şi 0,4-1,2% Si a sârmei electrod asigură dezoxidarea băii de sudură
Transferul de material prin arcul electric Modul în care se efectuează transferul de material de la electrod spre baia de sudare determină proprietăţile de rezistenţă ale îmbinării sudate, aspectul cusăturii, microstructura şi caracteristicile de productivitate ale procedeului de sudare.
Datorită importanţei pe care îl reprezintă mecanismul de transfer al materialului s-au dezvoltat o serie de metode care pot fi grupate în cinci categorii în funcţie de caracteristicile picăturilor de metal topit, după cum urmează: • arcul scurt cu transfer prin scurt-circuit • arcul globular (intermediar) la care transferul se face prin picături mari, parţial prin scurt-circuit şi parţial gravitaţional • arcul spray se face prin picături fine aliniate axial cu arcul electric, transferul efectuându-se fără scurt-circuit • arcul în impulsuri este un arc spray avansat la care transferul se face sub forma unei singure picături topite pe ciclu curent de sudare • arcul de putere ridicată care poate fi rotaţional sau nu.
Arcul în scutcircuit(sau arcul scurt) se utilizează pentru sudarea tablelor subţiri şi a rădăcinii, cu puteri reduse ale arcului electric. Transferul de material are loc prin scurtcircuitarea electrodului de piesa sudată şi se realizează cu o anumită periodicitate în funcţie de caracteristicile curentului de sudare. Frecvenţa scurtcircuitărilor cu baia de sudare poate să ajungă la valori de 250 ori/secundă, în funcţie de caracteristicile sursei de curent. Transferul de material prin arc în scurtcircuit introduce în piesa sudată o cantitate de căldură minimă datorită intermitenţei arcului de sudare, transferul efectiv de material efectuându-se în perioada când electrodul este în contact fizic cu baia de sudare. Inductanţa controlează viteza de creştere a curentului electric şi prin aceasta modifică frecvenţa scurtcircuitelor produse de electrodul de sudare. Dacă creşte inductanţa scade numărul de scurcircuite, picăturile topite de metal acumulează o energie mai ridicată şi vor fi proiectate cu viteză mărită spre baia de sudură. Obiectivul inductanţei este de a realiza un transfer de material cu picături cât mai fine, cu pierderi prin stropire minime şi având totuşi suficientă energie pentru a realiza o bună pătrundere. • electrodul face contact electric cu baia de sudură lichidă, tensiunea arcului se apropie de zero şi intensitatea curentului începe să crească în funcţie de valoarea inductanţei circuitului. • datorită curentului electric se generează forţe electrodinamice şi se manifestă efectul Pinch, care tinde să reducă secţiunea electrodului. Tensiunea arcului creşte uşor iar curentul de sudare este în creştere. • este momentul în care intensitatea curentului a atins valoarea maximă şi picătura metalică formată este forţată să se desprindă de capătul electrodului. Forţele electrodinamice sunt maxime şi împiedică reataşarea picăturii desprinse de electrod. • după desprinderea picăturii arcul electric se restabileşte (nu mai este în scurtcircuit) şi începe formarea unei noi picături, curentul electric scade la o valoare de bază. • electrodul în acest punct face din nou contact cu baia de sudare arcul electric se stinge şi începe un nou ciclu de transfer al materialului adaos.
Arcul globular conduce la un transfer de material combinat prin scurtcircuit şi gravitaţional a unor picături de dimensiuni mari, intensitatea curentului de sudare fiind intermediară între cea a arcului în scurcircuit şi a arcului spray. Picăturile formate au dimensiuni cuprinse între 2-4 ori diametrul electrodului de sudare. Gazul de protecţie este format uzual din 100% CO2, dar se poate utiliza şi un amestec de argon cu CO2. Datorită forţelor de respingere care sunt orientate invers mişcării de avans a sârmei electrod, picăturile formate sunt menţinute mai mult timp la capătul sârmei ceea ce favorizează creşterea lor la dimensiunile amintite şi desprinderea lor de electrod se face datorită greutăţii lor sau prin scutcircuit • Fenomenul de stropire este intens, picăturile au forme neregulate şi pot urma traiectorii situate în afara rostului de sudare. Stropii sunt aderenţi şi necesită costuri suplimentare pentru îndepărtarea lor, iar aspectul suprafeţei cusăturii sudate este convex. În funcţie de grosimea metalului de bază şi de puterea arcului, sudarea cu arc globular poate fi departajată în: • sudare cu arc intermediar (arc de putere medie şi grosime medie a materialelor sudate în amestecuri de gaze cu baza argon şi cu adaos de CO2) • sudare cu arc lung (sudarea MAG de mare putere a tablelor de grosime mare în atmosferă de 100 % CO2)
Arcul spray este cel mai energic mecanism de transfer, picăturile de metal topit au dimensiuni mai mici decât diametrul electrodului de sudare şi sunt proiectate pe direcţie axială spre baia de sudură care este foarte fluidă, motiv pentru care se sudează doar în poziţie orizontală. Rata de depunere este ridicată, viteza de sudare este mare, iar transferul de material se desfăşoară cu stropi fini fără scurtcircuitare şi cu stropire redusă. Trecerea de la arcul globular la arcul spray se realizează prin creşterea intensităţii curentului de sudare, care la limita de tranziţie dintre arcul globular şi arcul spray poartă denumirea de curent de tranziţie. La curenţi de sudare de intensitate mică electrodul se topeşte mai lent şi permite formarea unor picături de formă sferică cu dimensiuni mai mari forţele predominante ce controlează desprinderea picăturii de capătul electrodului sunt forţa gravitaţională şi cea datorată tensiunii superficiale. Creşterea curentului de sudare modifică raportul dintre forţele ce acţionează asupra picăturii de metal topite în favoarea forţelor electromagnetice care devin predominante. Rata de depunere creşte datorită creşterii frecvenţei de formare şi desprindere a picăturilor metalice. Coloana arcului electric care la intensităţi mici de curent are o formă semisferică sau de clopot şi luminozitate relativ scăzută, la arcul spray se concentrează şi capătă o formă conică cu un nucleu foarte luminos.
Arcul în impulsuri este o variantă avansată a arcului spray la care curentul de sudare este modulat între o valoare maximă şi una de bază (background current lb. eng.), transferul de material efectuându-se sub forma unei singure picături când curentul de sudare atinge amplitudinea maximă, respectiv pe un impuls de curent. Această variantă perfecţionată a arcului spray s-a dezvoltat datorită necesităţii controlului fenomenului de stropire şi pentru a elimina defectele de sudare ca şi lipsa de topire şi pătrunderea insuficientă a cusăturii sudate în metalul de bază, care apar frecvent la sudarea cu arc globular. Maximul curentului de sudare depăşeşte curentul de tranziţie a arcului globular-spray, iar curentul de bază este inferior curentului arcului în scurtcircuit, media curentului fiind mai mică decât curentul de sudare de la arcul spray. În mod ideal, picătura este desprinsă de electrod în momentul când curentul atinge valoarea maximă, iar valoarea scăzută a intensităţii curentului de bază asigură stabilitatea/continuitatea arcului de sudare, respectiv reduce cantitatea de căldură transferată piesei sudate, prin aceasta menţinând un nivel scăzut al tensiunilor termice şi al deformaţiilor după sudare.
Viteza de creştere a curentului de sudare (1) determină timpul de formare a picăturii de metal şi poate atinge valori de 1000 amperi/milisecundă. Vârful de curent (2) se exprimă în procente din curentul maxim şi contribuie la creşterea rigidităţii arcului electric şi la creşterea bruscă a forţelor electromagnetice (efectul Pinch) ce contribuie substanţial la mecanismul de detaşare a picăturii metalice de capătul electrodului. Nivelul maxim al curentului (3) determină mărimea picăturii formate şi pătrunderea cusăturii în metalul de bază. În intervalul foarte scurt de timp cât este menţinut nivelul maxim al curentului de sudare, picătura se detaşează de electrod şi este proiectată spre baia de sudură de către forţele electromagnetice. Legea de variaţie a scăderii curentului de sudare (4) de la valoarea maximă la cea de bază (nominală) este de obicei exponenţială şi are efect asupra fluidităţii particulei desprinse deja de electrod, precum şi asupra fluidităţii băii de sudare care primeşte o cantitate de căldură mai redusă. Întreruperea curentului modulat (6) are influenţă asupra stabilităţii arcului de sudare, respectiv asupra cantităţii de căldură transmisă piesei de arcul electric prin radiaţie termică. Cu cât creşte frecvenţa ciclului de transfer (o picătură detaşată pe un ciclu de variaţie a curentului de sudare sau pe un impuls de curent), picăturile devin mai mici şi arcul este mai concentrat, transferul de material efectuându-se mai energic.
Arcul de putere ridicată se utilizează când se doreşte atingerea unor rate de depunere înalte şi viteze mari de sudare. În funcţie de tipul atmosferei de sudare se disting două variante ale arcului de putere ridicată: • arcul spray de putere ridicată • arcul rotitor • Lungimea mare a electrodului în extensie se topeşte progresiv în coloana arcului electric de putere ridicată şi datorită forţelor electromagnetice generate de curentul de înaltă densitate se produce rotirea capătului electrodului după o traiectorie elicoidală, de unde provine şi denumirea arcului. • Intensitatea curentului electric de sudare la care se manifestă tendinţa arcului de a se roti este denumită intensitatea curentului de tranziţie a arcului rotitor. • Efectul de rotire a arcului este diminuat sau chiar suprimat pe măsură ce creşte conductivitatea termică a gazului de protecţie ce asigură un transfer termic mai eficient de la arcul electric către electrod, tensiunea superficială a metalului topit micşorându-se cu creşterea temperaturii. În această situaţie, arcul electric apare mai alungit şi mai difuz, dar păstrează caracteristicile arcului spray (arc spray de putere ridicată).
Arc rotitor 50 U [V] Arc spray de putere ridicată 40 Arc spray Arc globular 30 Arc în scurtcircuit 20 Arc în impulsuri 150 300 450 600 Intensitatea curentului [A]