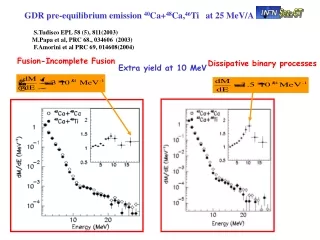
Download

1 / 38
430 likes | 778 Views
Fusion Welding. Welding Glossary. If you are unfamiliar with welding, the following site is an excellent glossary of welding terms. http://www.hobartwelders.com/elearning/glossary.php. Definition.

E N D
Welding Glossary If you are unfamiliar with welding, the following site is an excellent glossary of welding terms. http://www.hobartwelders.com/elearning/glossary.php
Definition • Fusion welding is a group of processes that bond metal together by heating a portion of each piece above the melting point and causing them to flow together. • Usually includes the uses a filler material to insure the joint is filled.
“Welding and cutting requires good eye-mind-hand coordination.” Must be able to concentrate. Must see and understand the activity in the molten metal as the process is occurring. Thorough understanding of the operation of the equipment. Must have good depth perception. Must be able to determine the time and place to apply heat and/or filler metal. Maintain a good body position so it is possible to look left and right, and ahead and behind the puddle. Must know the quality standards. Must understand the procedures for inspecting work. Must learn safe work habits. Fusion Welding Process Learning the basics
Fusion Welding Requirements All fusion welding processes have four requirements. • Heat • Shielding • Filler material • Critical distance
Fusion Welding--Heat • Sufficient heat must be applied to the weld zone to raise the temperature above the melting point. • Melting point is different for each material.
Fusion Welding—Heat—cont. Two important principles • A metal with higher melting temperature will require more heat to fusion weld than a metal with a lower melting temperature. • The larger the mass of metal, the greater the amount of heat that will be required to raise the temperature above the melting point. Conclusion: you must be able to adjust the heat produced to match the needs of the weld.
Fusion Welding—Heat--cont. To be able to adjust the heat, you must know the source of the heat. The source of the heat is one of the distinguishing characteristics between the welding process. • SMAW • GMAW • FCAW • GTAW • OFW Electric arc Electric arc Electric arc Electric arc Gas Flame How is the heat produced adjusted for each fusion welding process?
Fusion Welding--Shielding • Steel is produced in an environment devoid of atmospheric air. • If atmospheric air is allowed to mix with the molten metal during the fusion welding process the quality of the weld is reduced. • The method used for shielding is another difference between the common welding processes. • SMAW • GMAW • FCAW • GTAW • OFW Inert gas from flux Inert gas from cylinder Inert gas from flux Inert gas from cylinder Gas Flame
Fusion Welding--Filler Material • If filler material is not added during a fusion welding process the joint will be starved. • Starved joints have reduced strength. • For this reason, joints are usually slightly over filled (reinforced) to insure the strength is not reduced. • Reinforcement does not increase the strength of the weld, just insures the joint is not starved. • Excessive reinforcement is wasted resources. • Excessive reinforcement may need to be removed = additional cost..
Fusion Welding--Filler Material--cont. • The source of the filler material is also one of the differences between the different welding processes. • SMAW • GMAW • FCAW • GTAW • OFW Consumable electrode Continuous wire electrode Continuous wire electrode Manual rod Manual rod How is the rate of filler material delivery changed for each process?
Fusion Welding—Critical Distance • Each fusion welding process has a critical distance that must be maintained. • Failure to maintain the critical distance can reduce the quality of the weld and/or damage equipment. • Critical distances: • SMAW • GMAW • FCAW • GTAW • OFW Arc length Stick out Stick out Arc length Tip clearance
Four Requirements Summary To be able to fusion weld you must be able to set the machine for the correct heat, insure the weld pool is adequately shielded, control the rate of delivery of the filler material and maintain the critical distance.
Fusion Welding’s Five (5) Factors Which Determine The Quality Of The Weld Angle Manipulation Heat Speed Distance
Heat Are temperature and heat the same? What units are used to measure temperature? What units are used to measure heat? What determines the amount of heat that will be required to complete a weld? In fusion welding processes, the amount of heat must be sufficient to raise the temperature of the metal above the melting point.
Heat—cont. Six (6) ways of controlling welding heat 1. Equipment size 2. Equipment settings 3. Distance from heat source to work 4. The Manipulation of the heat source 5. Heat source angle 6. The travel speed
Heat—Equipment Size • In all fusion welding processes the effective heat at the weld is influenced by the size of the components being used. • SMAW • GMAW • FCAW • GTAW • OFW Electrode diameter Wire diameter Wire diameter Filler rod diameter, tungsten electrode diameter Filler rod diameter, tip size
Heat—Equipment Setting • In all fusion welding processes the effective heat at the weld is influenced by the settings on the equipment. • SMAW • GMAW • FCAW • GTAW • OFW Amperage Voltage, wire speed Voltage, wire speed Amperage, polarity Torch, regulators
Heat--Distance All welding and cutting processes have a critical distance. The critical distance varies with each welding process. Process Distance Identification • OFW • SMAW • GMAW • FCAW • GTAW inner cone to work Torch gap electrode end to work Arc length contact tube to work Stick out contact tube to work Stick out Arc length end of tungsten to work The quality of fusion welds will be reduced if the critical distance is varied beyond the recommended limits. What are the results of insufficient or excessive distance for each process?
Heat--Manipulation • You must insure manipulation is necessary to produce the desired weld. • Manipulation (movement) is used to: • Control puddle in vertical, horizontal and overhead welds. • Fill joint • Produce desired appearance • Some outcomes of improper manipulation • Reduced depth of fusion. • Undercutting • Porosity • Slag inclusions • Unnecessary wear on joins of fingers and wrist. • Two points to remember • Make sure there is a sound reason for the manipulation. • Select a manipulation pattern that will produce the desired results.
Heat--Angle • Two angles are important in fusion welding • work • travel The ideal angle is different for each type of weld, welding position and welding process.
Heat--Speed • The ideal travel speed is different for each weld, weld position and welding process. • Operator must watch the welding process and adjust speed as needed. • Speed indicators are: • Size of bead • Shape of ripples • Depth of penetration
Surface Groove Fillet Plug Slot Five Types of Welds
Surface Welds Surface welds are welds were material has been applied too and/or blended with the surface of the work piece. Two common applications are for hard surfacing and padding. Surface weld nomenclature A: Electrode wire B: Electrode flux C: Arc D: Weld puddle E: Bead F: Slag G: Gas shield
Groove Welds Groove welds are used to fuse the sides or ends of two pieces of metal. The primary use of groove welds is to complete butt joints. Groove weld nomenclature A: Toe B: Width C: Face reinforcement D: Toe E: Joint preparation F: Joint gap G: Root reinforcement H: Joint face I: Base metal
Fillet Welds • Fillet welds have a triangular cross section and are used to fuse two faces of metal that are at a 90 degree angle to each other. • Three common types are: Lap T Corner Fillet weld nomenclature A: Reinforcement B: Toe C: Face D: Throat E: Toe F: Leg G: Root H: Base metal I: Leg
Plug Welds Plug welds are used to attach two surfaces together when a complete joint is not required and the design does not allow for any weld bead outside the dimensions of the metal. The holes can be made with a drill bit. The weld is completed by establishing the arc on the bottom plate and then continuing to weld until the hole is full.
Slot Welds Slot welds are identical to plug welds except for the shape of the holes. For slot welds, slots are machined or stamped in the upper plate. They are completed the same as plug welds.
Five Types of Joints Corner Butt Lap T Edge
Butt Joints • Used to attach two metal faces together. • Joint can be completed with the faces square or beveled. • How do you determine if you need to bevel a butt joint? • What type of weld is used to complete a butt joint?
Butt Joint--Multipass Three examples for 1/8 inch SMAW electrode: 1/4 inch and less; single pass, single side. 1/4 inch to 3/8’s inch; single pass, two sides or joint prep and one side. 3/8’s inch to 3/4 inch; joint prep and multiple pass.
Corner Joints • Three common types: JointWeld • Closed Groove weld • Partially open Fillet weld • Fully open Fillet weld
Lap Joints • Lap joints are use to attach metal that overlaps. • A lap of three times metal thickness provides maximum strength. • Welding both sides increases strength in both directions. What type of weld is used to complete a lap joint? When would a multiple pass lap joint be made?
Edge Joints • Used to weld two surfaces at 180 degrees. • What type of weld is used to complete an edge joint? • When would a multipass weld be used to complete an edge joint?
Five Welding Positions Flat Horizontal Vertical down Vertical up Overhead