Download
1 / 15
150 likes | 234 Views
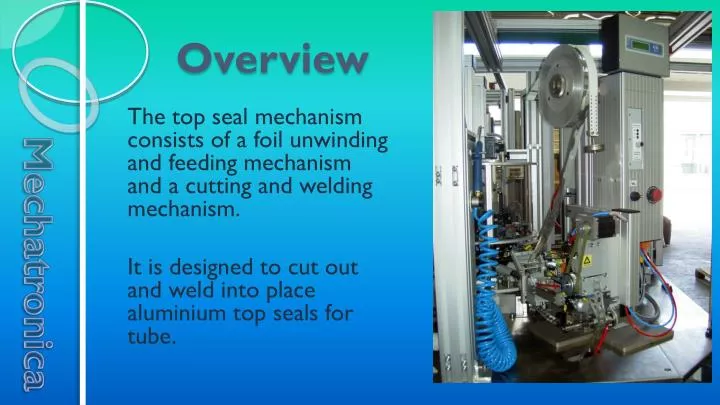
Overview. The top seal mechanism consists of a foil unwinding and feeding mechanism and a cutting and welding mechanism. It is designed to cut out and weld into place aluminium top seals for tube. Operating.

E N D
Overview The top seal mechanism consists of a foil unwinding and feeding mechanism and a cutting and welding mechanism. It is designed to cut out and weld into place aluminium top seals for tube.
Operating The laminate is held on a roll at the top of the machine protected by safety doors. The foil is tensioned by means of a tension belt looped over the top of the foil reel. The tension can be varied by adding or removing weights to the belt.
Operating The reel can be removed by loosing the clamping mechanism grub screw and undoing the ring clamp.
Operating There is a sensor to detect the end of the laminate. When the end of laminate sensor is triggered it sends a signal to stop the machine. The operator can now replace the empty reel with a new one.
Operating The unwinding mechanism is to ensure the smooth and uniform unwinding of laminate from the reel. The pneumatic cylinder applies a constant pressure to the rubber roller. The metal roller is driven by the drive belt and a servo motor.
Operating The unwinding mechanism is to ensure the smooth and uniform unwinding of laminate from the reel. The pneumatic cylinder applies a constant pressure to the rubber roller. The metal roller is driven by the drive belt and a steper motor.
Adjustments The base adjustment mounts provide a rough position setting for the mechanism
Adjustments The tube body sensor detects the presence of a correctly positioned tube body.
Adjustments Adjust the tube body sensor by loosing the two adjustment bolts and moving the sensor so its red light points to the screw thread on the shoulder.
Adjustments Surrounding the cutter head is an induction heating coil which will heat the head at the correct time to weld the top seal in place.
Adjustments It is important to align the cutting/welding head accurately to achieve a good cut and weld. The adjustment bolts can be loosened to both rotate and position the head perpendicular to the axis of the tube body.
Adjustments The forward and backward motion of the head is controlled by a pneumatic cylinder fitted to the rear of the hollow tube. There are two sensors, one for the forward position and the other for the rear position. .
Adjustments The unwinding motor is connected to the metal roller by a toothed belt. The belt can be tightened by loosing the two adjustment bolts holding the motor.
Maintenance The only regular maintenance to be carried out is to replace the cutters when they become blunt. This should be carried out by a Mechatronica engineer.