Download
1 / 39
410 likes | 525 Views
Fluid-O-Matic Battery Assembly Plant offers a range of services including Lead Sub Oxide Process, Grid Casting, Lead Refining, Battery Plate Manufacturing, and Battery Packing & Dispatch. From parts production to testing and packaging, we provide end-to-end solutions for battery manufacturing.

E N D
Fluid-O-MaticBattery Assembly Plant B-24, Sector-60, Noida (U.P.) India E-mail-fluidomatic@gmail.com www.fluidomatic.net Mobile No. 9873334982- 81
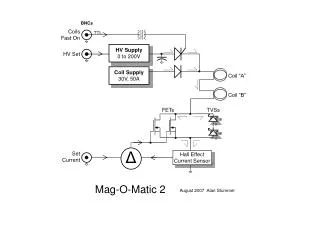
Lead Sub Oxide Process Chart (Ball Mill Process) Air Out Cyclone Venchuri Scrubber Air In Lead Bullion Ingots Lead balls Casting Machine Lead Refining Kettle Ball Mill Cyclone Fluid-O-MaticBattery Assembly Plant Air In Venchuri Scrubber Bag House Air Out To Pasting Section / Battery Manufacturer / Dispatch Lead SUBOXIDE
Lead Sub Oxide Process Chart (Barton Pot Process) Fluid-O-Matic Battery Assembly Plant Venchuri Scrubber Air Out Lead Bullion Ingots Venchuri Scrubber Lead Refining Kettle Cyclone Air In Barton Pot Bag House Cyclone To Pasting Section / Battery Manufacturer / Dispatch Lead SUBOXIDE
Grid Casting Section Lead Alloy Ingots Air Out Venchuri Scrubber Cyclone WATER TO COOLING TOWER Melting pot (455-480 c) Grid mold Trimming dies ladle Air In Fluid-O-MaticBattery Assembly Plant Air In Grid Panel COOLING WATER Ageing chamber Aged Grid Panel To Pasting Section
Small Part Casting Section Lead Alloy Ingots Air Out Battery Assembly Plant Fluid-O-Matic Venchuri Scrubber Cyclone WATER TO COOLING TOWER Small part mold Melting pot (455-480 c) ladle COOLING WATER Lead Rod Mold Small part Trimming operation Lead Rod Air In To Cell Assembly Section
Battery plate manufacturing Plant Plate Section (Flat Plate) Aged Grid Panel Barium sulphate Lead Sub Oxide Fiber (flock) Pasting machine Pasting mixer Flash dry oven Carbon Black Fluid-O-MaticBattery Assembly Plant Plate parting & brushing machine Plate drying chamber Curing chamber Sulphuric acid positive Flat Plates negative Flat Plates Distilled water
Battery plate manufacturing Plant (Manual System) Plate Section (Flat Plate) Aged Grid Panel Barium sulphate Lead Sub Oxide Fiber (flock) Manual Pasting Pasting mixer Air Drying Carbon Black Fluid-O-MaticBattery Assembly Plant Semi Auto Plate parting & brushing machine Curing chamber Made in Factory as per our Drawing Plate drying chamber Sulphuric acid positive Flat Plates negative Flat Plates Distilled water
Grid Casting Section Lead Alloy Ingots Lead Sub Oxide Section (Ball Mill Process) Lead Bullion Ingots Venchuri Scrubber Cyclone Air Out Flue Gas Out Air Out Venchuri Scrubber Venchuri Scrubber Cyclone Melting pot (455-480 c) ladle Grid mold WATER TO COOLING TOWER COOLING WATER Lead Refining Kettle Cyclone Bag House Ball Mill Lead balls Ageing chamber Grid Panel Trimming dies Air In Air In Battery plate manufacturing Plant Barium sulphate Aged Grid Panel Lead Sub Oxide Fiber (flock) Pasting machine Pasting mixer Flash dry oven Carbon Black Fluid-O-MaticBattery Assembly Plant Plate parting & brushing machine Plate drying chamber Curing chamber Sulphuric acid positive Flat Plates negative Flat Plates Plate Section (Flat Plate) Distilled water
Battery Assembly Plant Container punching machine with punching die Battery container Small part Lead Rod LPG Torch Connection positive Flat Plates negative Flat Plates Plate placement in Tools Group detachment from tools Cell formation Cells insertion in Battery container Burning Process Group Work table Container lid Battery cell assembly section Cells Assembly section Inter cell welding machine High voltage short circuit testing machine Heat Sealing Machine Stress testing machine Leakage testing machine Pole welding station Foil sealing machine Code printing machine Fluid-O-MaticBattery Assembly Plant Battery heat sealing section Battery Washing & drying Machine Acid Levelling Machine High rate charger & discharger Battery charging system Acid filling machine Battery formation section Capacity Testing Machine (random) Unique bar coding Machine Shrink Wrapping Machine Corrugated box Packing Dispatch laboratory Life cycle tester (random) Battery packing & dispatch section
positive Flat Plates Battery container Small part Lead Rod negative Flat Plates Container punching machine with punching die LPG Torch Connection Fluid-O-MaticBattery Assembly Plant Cells insertion in Battery container Cell formation Group Work table Burning Process Plate placement in Tools Group detachment from tools To Assembly Section Battery cell assembly section
Container lid Fluid-O-MaticBattery Assembly Plant From Battery cell assembly section Inter cell welding machine High voltage short circuit testing machine Heat Sealing Machine Stress testing machine Pole welding station Foil sealing machine Leakage testing machine Code printing machine Battery heat sealing section To formation Section /Dispatch (if done at distributor end)
From Battery heat sealing section Fluid-O-MaticBattery Assembly Plant Acid filling machine Battery Washing & drying Machine Acid Levelling Machine High rate charger & discharger Battery charging system Battery formation section To Battery packing & dispatch section To electrical Laboratory for Random Testing
From Battery formation section Fluid-O-MaticBattery Assembly Plant Corrugated box Packing Unique bar coding Machine Shrink Wrapping Machine Dispatch Battery packing & dispatch section Capacity Testing Machine (random) Electrical laboratory To Battery dealer Life cycle tester (random)
Lead Refining Kettle Details of Refining Kettle or Refining Pot Lead Refining Kettle with pollution Control Unit • Refining Pot or Refining Kettle • This is also called Kettle Furnace. • This assembly comprises of mainly two parts: • 1. A cylindrical pot or hemispherical Pot which is indirectly heated by Fire/ Flame. This is insulated by refractory Bricks and Insulation Bricks. So Heat is transmitted from the outer surface of pot to the metal ingots or metal pieces or molten metal which are inside. • 2. Stirrer is a device which can cause unrest, here, it is driven by electrical power. Stirrer does two job, first, it assist in transmission of heat from bottom to top homogeneously, Secondly it implies centrifugal force to the metal. In metal propeller type Stirrers are used. • These stirrers produce axial primary flow with a radial component and are particularly suitable for homogenization and suspension. They are also suitable for general stirring duties with simultaneous heat transfer (heating or cooling) between the liquid being stirred and the vessel wall. They can also be used for dispersion and emulsification. • Standard Refining Kettle consists of following: • It Consistes of following: • 1. Shell with Material Pouring Valve. • 2. Single Stirer with triplex Blades. • 3. Driven Pulley • 4. Drive Motor with Pulley • 5. Suitable V- Belts • 6. Mounting Stand for Stirrer • 7. V-Belt Tension Adjustment Systems • 8. V-Belt Guard
Process of Lead Refining Principle of Metal Refining or Principal of Lead Bullion Refining Cut view of Lead Refining Kettle • All impurities which are mixed with Lead Bullion those are Converted to their Oxides or Sulphates and then Separated mechanically. • In process of mechanical Separation these impurities are lift to the top layer due to specific Gravity Difference, From top these impurities are Separated / lifted mechanically . to accelerate the lifting Process Stirrer adds Centrifugal Force to the Molten Liquid. More the Separation is done more purity will be Achieved. • Refining Process of Lead in Detail: Removal of Impurities from Lead Bullion: a. Removal of Copper : Copper is the first of the impurities to be removed. The lead bullion is melted at about 300–600 °C and held just above its melting-point so Copper starts Solidifying ( Due to Copper Melting Temperature being 1080 C) when solid copper rises to the surface and is skimmed off. Then Sulphur is mixed with the Molten Lead and Stirred. Sulfur is stirred into the melt to facilitate the operation by producing a dry powdery dross of Copper Sulphate which is more readily removed. Once copper has been removed, there are a number of processes available for the extraction of the other impurities from the bullion. These include, in which elements are removed one or more at a time in several stages. b. Removal of antimony, arsenic and tin: After the removal of copper, the next step is to remove antimony, arsenic and tin. There are two methods available — the softening process (so-called since these elements are standard hardeners for lead) and the Harris process. In the softening process, the lead bullion is melted and agitated with an air blast, causing preferential oxidation of the impurities which are then skimmed off as a molten slag. In the Harris process, the molten bullion is stirred with a flux of molten sodium hydroxide and sodium nitrate or another suitable oxidizing agent. The oxidized impurities are suspended in the alkali flux in the form of sodium antimonate, arsenate and stannate, and any zinc is removed in the form of zinc oxide. c. Removal of silver, gold & Bismuth After the removal of antimony, arsenic and tin, the softened lead may still contain silver and gold, and bismuth. The removal of the precious metals by the Parkinson’s process is based on the fact that they are more soluble in zinc than in lead. In this process, the lead is melted and mixed with zinc at 480 °C. The temperature of the melt is gradually lowered to below 419.5 °C, at which point the zinc (now containing nearly all the silver and gold) begins to solidify as a crust on the surface of the lead and can be skimmed off. An alternative procedure, the Port Pirie process, used at the Port Pirie refinery in Australia, is based on similar metallurgical principles. d. Removal of zinc The removal of the precious metals leaves zinc as the main contaminant of the lead. It is removed either by oxidation with gaseous chlorine or by vacuum distillation. The latter process involves melting the lead in a large kettle covered with a water-cooled lid under vacuum. The zinc distils from the lead under the combined influence of temperature and reduced pressure and condenses on the underside of the cold lid.
Lead balls Casting Machine • Lead Ball Casting Machine is used after Refining Kettle: • Metal from Rotary Valve flows to Tundish and tundish guides metal to funnel of Ball casting Machine. In Ball casting Machine, Lead is poured from funnel to Ball Moulds. Mould Plate rotates and ball gets cooled. By the time, Mould Plate approaches to ejection point, Ejector Pin ejects Ball and it is directed by a guide to ejection Tray. From their it drops to ground. Container or Container trolley may be placed underneath the Ejection tray so these balls are collected into Tray. • These Balls are used in Lead Oxide Mill to manufacture Lead Oxide
Introduction of Lead Oxide Process • The quality of the electrodes, Battery Plates that will produce the necessary electrical performance in the battery will depend on the properties of lead oxide. • During the oxide manufacturing process, various properties of the oxide are carefully monitored to ensure that they comply within predetermined specifications. • These specifications include particle size, density, reactivity, surface area and free lead. • Electrical current flows on the surface, so our objective is to have maximum surface area compacted into smallest volume, means smallest average particle size with the consistency with a high surface area of particle. More surface will react better with Sulphuric acid and give storage of power. • There are mainly two process in Battery industry by which Lead Oxide is produced. • A. Ball Mill Process • B. Barton Pot Process • The Barton pot and Ball mill processes, both manufacture a lead oxide that differs in their respective physical properties, and therefore also influence the characteristics of their final application differently. • Lead oxide commonly used in Lead acid battery manufacturing process is also known as leady oxide or Lead Sub-Oxide or Grey Oxide or Battery Oxide. It is a mixture of finely divided lead (free-lead) and lead monoxide. Chemical formula is 2PbO.Pb.H2O • History of development of Equipment to produce Leady oxide: • Barton Pot process was developed by GEORGE VINCENT BARTON from England in 1898 and he improved this process more and more by adding few more innovations to it. • Ball Mill Process was developed by Gonzo Shimadzu , from Kyoto, Japan in 1926. This is also known as Shimadzu mill and used in many industry for grinding different media, i. Paint, Cement, Different ores.
The differences between Ball Mill Process and Barton Pot are as follows:
Ball Mill Oxide Production Process • Following steps are done for lead oxide production. • Lead is refined in Refining Kettle. 99.97% pure lead is used to manufacture lead oxide. • Then this lead is casted by Cylinder Casting Machine into shape of cylinders of lead, usually called Balls. • The solid balls of lead are fed into a rotating reactor vessel. • As the lead balls rub against each other, friction and impact causes the temperature to rise. • Air is introduced into the reactor vessel by creating a draft through the system by using an extractor fan (FD Fan). • The lead reacts with the oxygen in the air to form lead oxide. Fine lead oxide is carried away by the air flow to classifier. Classifier classify heavier (coarser) particles from the fine and returned to reaction vessel. • Alternatively this is achieved by screw conveyor which is mounted in the exit port of ball mill / reaction vessel which return coarser particles to the ball mill, this restrict the flow and coarser particle strike to the revolving screw and returned to ball mill and fine particles carried away by the flow of air to Cyclone and subsequently to bag House. • In Cyclone coarser particle drop to the bottom of cyclone due to swirling action created on the particle. • Bag House filters air and separate Lead oxide particles from air and drop to the bottom due To pulse jet system. From Bottom Lead Oxide is collected by revolve valve or screw conveyor mounted at bottom of bag house. • Air is further treated by scrubber or venturi scrubber to eliminate lead emission to the atmosphere. Hence saves our environment and get extra lead particle which adds up to production. • Since solid lead balls are added to the reactor vessel, this process is often referred to as a low temperature process.
Lead Oxide Plant ( Ball Mill) Capacity Available: 1. One ton/ Day 2. Two Ton /Day 3. Five Ton / Day 4. Six Ton/ Day 5. Ten Ton / Day
Lead Alloy Ingots Alloys used to cast Grids for Battery Plates The choice of grid alloy compositions used in a battery directly impacts the grid and product design, the plate manufacturing and assembly process, as well as long term product performance and reliability of the product. Manufacturability is a major issue, as the chosen alloy directly impacts the physical strength and hardness of the grid for the ability to handle without distortion and breakage. Grid alloy selection also influences grid corrosion and grid growth, which impacts battery performance and life via tensile strength, conductivity, and the degree of positive active material adhesion to the plate grid. Lead, as a malleable metal, is generally too soft to be used as a production grid material. Antimony was first identified and used as a lead alloy. Antimony is used to strengthen and harden the lead grids for improved handling and casting, as well as having good conductive properties. Now a Days, common concentration levels in batteries using lead antimony alloys are in the 3-6% range. The long-term impact of more antimony to the cell is an increase in the self-discharge rate of the battery, increased rates of electrolyte gassing, over time, the cell requires increasingly higher levels of float current, so the rate of gas evolution and water loss accelerates as the battery ages. lead calcium alloy composition, which addressed the maintenance issues while giving the lead grids good density, conductivity, and tensile strength (comparable to the lead antimony alloys). It was found that by adding calcium to the lead, with the best results in concentrations of 0.065% - 0.09% (not to exceed 0.10%) , created a battery grid with some improved characteristics over the high antimony alloys. Benefit of Lead Selenium Alloys: Good grid density, conductivity, and tensile strength • Reduced water consumption and little antimony migration • Stability under float charge, consistent cell voltages • No positive plate growth. • Corrosion resistant and virtually eliminates inter-granular corrosion • Superior cycling and deep discharge performance Benefit of Lead-Calcium Alloys: • Good grid density, conductivity, and tensile strength • Reduced water consumption over the life of the battery • Reduced electrolyte evolution and generation of hydrogen gas • Better self-discharge characteristics (typically 0.5%/day at 25C) • Stable rate of under float charge over the life of the battery; consistent current draw • Selenium acts as stabilizer with antimony below 2%
Battery Plate Grid Alloy Properties Battery Plate Grid should hold Active Material Hold active material means the grid should have the capacity to hold the pasted material. Otherwise during charging and discharging process it will leave grid and active material will crack which will not be able to complete electrical circuit hence capacity of plates will drop and affect performance of Battery. Battery Plate Grid Conduct Current from different part of Plate Grids work as a conductor in a cell. To get good conductivity, mesh density is kept high in lug side because Grid Wires are always connected with grid lug and it gives path to current while charging and discharging through the Lugs. So, radial mesh is more preferable for grid design. It also depends on grid thickness and active materials. If the thickness of grid is thin and grid has less active material then rectangular mesh design is more preferable than radial mesh design. Battery Plate Castability Characteristic Melted lead is poured into mold of grid. It should have good flowabilty so it can flow uniformly from top to bottom most part with same rate. There should be enough space for deposition otherwise it will have a cold joint. These joint will open during charging and shorten its service life. Strength of Battery Plate Grid Strength is an important part of grid designing. There are two types of strengths, cycling strength and operational life strength. A grid that has both types of strengths is considered proper for designing battery. Cycling Strength of Battery Plate Grid Cycling strength means the grid can perform repeatedly in the same cycle. Charging and discharging happen in a cycle in service life. As a part of this, heat is produced and the grid is expanded. When the grid is cooled down, it is contracted. For this reason if this grid does not have enough strength then the interconnection of the grid will be damaged. This will cause shorter service life. Battery Plate Grid Operational Life Strength In operational life, the grid should have the paste holding ability otherwise when the active material are pasted on the grid, it will not hold the active materials and it could be bent when it put on the pasting machine. This strength is called operational life strength. It should have the hanging capacity otherwise it cannot stay in skid. The grid should have the strength to align properly otherwise it could not assemble in a cell properly. • It is designed based on material property, electrical conductivity. These all input will depend upon use. Whether it will be used as stand by Battery or automotive battery. Grid mesh is designed based on hold active material, conduct current, casting ability and Mechanical Strength, Corrosion to contact material. • Different Lead alloys are used for different purpose of battery i.e. Antimony alloy, Selenium Lead Alloy, Calcium Lead alloy, Calcium Aluminum Alloy etc.
Types of Battery Plate Grid Main Requirement of Battery Plate Grids Battery Plate Grids collects the electrical charge/ energy to & fro from lug of battery plate and in turn suffers a differing level and type of corrosion to the negative grid. It is well known that by increasing the adhesion between the paste mixture and the grid, formation efficiency can be improved. Among other things, Battery plate grid should be able to perform following characteristics, increased adhesion between the grid and the paste, which provides for improved interfacial contact between the grid and paste thereby improving current flow by reducing capacitance, electrical resistance and increasing contact area between the grid and paste with mechanically bonding. Accordingly, certain efforts to improve battery formation efficiency have focused on improving the adhesion between the battery grid and paste. It is also recognized that improved adhesion between battery paste and the grid can increase the service cycle life of a battery. Electrochemical action corrodes the grid surface and reduces the adhesion between the active material and the grid. In most instances, failure of the battery occurs when the grids are no longer able to provide adequate structural support or current flow due to the separation of the active material from the grid. Therefore, there have been efforts to improve the service life of a lead-acid battery by increasing the adhesion of the grid material to the active paste material. Main types of Techniques used to manufacture Grids for Battery Plates: Gravity Casting Method Pressure Die Casting Method Stamping of Grid from Lead Alloy Sheets Stamping and Coining of Grids wires Strip Expansion Process
How Battery Plate Paste Holds Battery Plate Grid or Life of Battery Plate Grid • When the battery paste is cured and dried, it will shrink and generate tensile force at the paste/grid interface. The tensile force at the paste/grid wire interface is at a maximum when the wire surface is perpendicular to the grid surface and at a minimum when the wire surface is parallel to the grid surface. • As a result, a gap is formed between the grid wire and the paste at the location where the tensile force is the maximum. This type of plate is weak and the paste will fall off easily. Because of a lack of contact between the paste and the grid, a battery made with this type of plate is much more difficult to form, performs poorly in certain reserve capacity tests, and does not exhibit satisfactory cycle life. • A method that increases the formation efficiency of a battery by enhancing the adhesion between the battery paste material and the battery grid, along with a method that can modify the wires of a battery grid. so that the paste can flow around the grid wires to improve the plate strength, will give an ideal outcome for the total battery performance. It is an objective to provide a method of making battery grids that allows a battery manufacturer to take advantage of a low cost continuous grid making process without the drawbacks associated with inadequate paste adhesion such as reduced formation efficiency and reduced cycle life.
Description of Positive Plate construction types Pasted Plates : Pasted plates are flat, positive plates made by pasting the lead oxide active mass on a mesh grid. Tubular Plates : Tubular plates use a frame structure consisting of a series of vertical spines connected to a common bus bar. The tubular design keeps the active material mechanically together and presses it onto the grid. The paste is held in microporous, non-conductive tubes (gauntlets), which are placed over the individual spines. Assembling the spines, gauntlets, lead oxide, and end cap together makes a positive plate. Volume changes during discharge and charge are mostly compensated by a high mass porosity, and gas bubbles help to distribute remaining free particles in the cell. Pressing the PbO2 corrosion layer onto the grid surface also helps to protect the lead grid against further corrosion. Figure 3 shows classic tubular plate
Manufacturing Process of Battery Plate Grid • Process of Manufacturing of grid is simple if taken into broad consideration. Molten Lead Alloy is poured into Grid Mould and when solidifies, take out and shave it for extra pendants. • Mainly grids are casted in pairs for reduction in manufacturing expanses for automotive batteries, and multi grids are casted for Motorcycle batteries where as tubular Grids are casted in single cavity. • Grids Mould will vary depend upon sizes, weight and construction Configuration.
What are the Gauntlet Characteristics for Tubular Plates • High porosity and low electrical resistance Low electrical resistance can determine a well-defined pore size that permits easy movement to the electrolyte, but at the same time reduces the active material shedding to a negligible amount • Good mechanical resistance and elasticity The gauntlet resists the high pressure that the active material produces during its cyclical expansion. The fabric holds the paste pressed to the conductive lead spines ensuring stable performance. Mechanical resistance to abrasion during cell assembly reduces scraps and pollution • Reduced release speed of antimony The fabric keeping the active material all around the spines acts as a filter for the electrolyte, reducing the release speed of antimony from positive grids. In contrast, for pasted plates there is almost no distance between grid wires and electrolyte • Semi-rigid stability The semi-rigid woven fabric gives the multitube bag a stable shape that permits an easy and quick filling procedure with paste, powder or slurry methods • High short-circuit resistance Why Tubular Plate is better for Stationary applications i.e. Solar Battery, Inverter Battery, E-Rickshaw Batteries, Fork- Lift Batteries etc. Also, due to increased positive plate surface area, tubular batteries have up to 20% more electrical capacity than flat plate batteries of comparable size and weight. Tubular plates deliver energy faster due to: Compact structure Increased mass and surface area of the active material Ease with which acid circulates around the tubular plate design With less positive plate shedding, tubular batteries also provide up to a 30% longer service life than flat plate batteries.
What is Battery Plate Battery Plates have two main Parts : Lead Grid and Lead Paste (Active Material) Battery Plate Grid Battery Plate Grid Casting Process in brief The quality of cast grids depends on temp. during casting and alloy composition and crystallisation behavior of casting alloys. Book type of molds are used to cast grids. Variable are to be controlled in specific range. Variables are Temperature in Lead Pot. Required Temperature in Different part of mold to maintain flow ability of alloy. Rate of Flow of Alloys into mold. • Plate Grid : It is designed based on material property, electrical conductivity etc. These all input will depend upon use. Whether it will be used as stand by Battery or automotive battery or Solar Battery or E-Rickshaw Battery. • Grid mesh is designed based on hold active material, conduct current, casting ability and Mechanical Strength. Battery Plate Mould is made of two parts and alloys are fed into mold either by gravity pressure or by Pressure Casting Process. One shot gives two flat plate Battery Grid where as single Spine. Grid is casted in single shot. There are mainly two processes are used in Battery Industry and these are as follows: Gravity Casting Process: Lead alloy is poured into mold by different means, either by hand or by pump into ladle which pours alloy into mold. Mold is closed mechanically. Spine Casting Process: Lead Alloy is pumped into mould under high pressure. Mold are Locked by High Pressure Hydraulics. Different mold required for different Size of Battery and Different Wt. Plates. Different types of Castings.
Grid Casting Section There are four types of Grid Casting Machines • Manual Grid Casting Machine: • This machine is best suited for Small Scale Production of Battery Plates. Molten Lead Pot is placed in the center and Two to three Operators with different Machine surrounds that pot. They take lead by spoon and pour into mould. When that is cooled operator ejects Solidified grid panel out of Grid mould. • Normal Production of one operator is 600 grid panel/ shift means 1200 Plate Grids. • For each configuration of plate one Manual Grid Casting with mould is required • It is operated manually so no electrical power is required. • Four Machines can Make 50 Batteries / Shift (N-100 Size)
Semiautomatic Grid Casting Machine • (Only Cutting and Shaving by another Machine or manual) • This machine is best suited for small scale & medium scale battery plate & battery manufacturers. This can be used for longer Industrial negative grid where the grid mould is heavy & manual casting is not possible. It is a simple machine, which consists of a main platen on which the grid mould is mounted. Then platen will does cycle of Grid mould opening / closing & grid ejection. Mould is closed pneumatically and Control Panel controls cycle of mould. Water-cooling System is employed to cool the mould so Lead Alloy solidifies faster and mould temperature is maintained for better flow ability of Alloy. It gives better production of Grid Panels. Gate portion of Grid is cut manually. • Different type of grid moulds could be mounted on this. • Lead pouring could be manual or by a pneumatic operated ladle. Lead is generally poured either directly into the mould or into the ladle from the furnace by the pump. Grid moulds are provided with water cooling lines & cartridge heater brackets. Automatic Digital Controller controls temperature of grid mould. • The machine is semi-automatic in nature. Only trimming is manual operation. • Suitable for Antimonial & Selenium Alloys for any type of Grids. • Most suitable to cast Twin Tubular Spine Grids of size 165 mm spine length x 145 mm width • Digital Temperature Controllers for better Monitoring & Control • Power : 415 V, 31 KW (Electrically Heated Furnace) / 12 KW (Diesel or LPG heated Furnace) • Capacity : 4 to 5 • Grid Panels Per Minute • Furnace : 800 Kg • Two machines will be required to make 60 Batteries / Shift.
Automatic Grid Casting Machine • The machine is fully automatic and can produce up to 10 trimmed grid panels per minute depending upon the lead alloy and the grid design. This equipment is ideal for high volume production battery and battery plate manufactures. The construction of machine is rugged and built for low maintenance. The grid mould opening – cum closing cum grid ejection and pneumatically operated ladle tilting is. Grid aligning chute, grid-trimming device, grid-stacking mechanical cams operate all mechanism. Heating is by electrical resistance heaters (Also given provision for additional heating by LPG at the gate of the ladle). The operations are simple and easy. • The machine is fully automatic and can produce up to 15 trimmed grid • The machine is Fully Automatic and Suitable for any Alloy. • Built in trim scrap conveyor • Trimmed Grids are stacked for easy removal • Digital Temperature Controllers for better Monitoring & Control • Casting Thickness 1.4 to 4 mm • Maximum Casting size including lugs – 350 x 150 mm • Power : 415V, 33KW (Electrically Heated Furnace) / 15KW (Diesel 4 lt/hr. or LPG heated Furnace) • Capacity : 8 to 10 Grid Panels Per Minute • Pneumatic Air : 4CFM at 6Kg/Cm2 • WATER : 10 Ltrs per min at 2kg/cm2 (recycled) • MANPOWER : 1 • Capable to cast Selenium & Antimonial Alloy Grid. • The Machine consists of a main machine, • Grid Mould - 2 no, • Lead Melting Furnace with Lead Pump capacity 800Kg • Cooling Water Tank. • To manufacture 100 Batteries / Shift one machine will be required • ADDITIONAL MOULD FOR ABOVE MACHINE (If Required) • Mould is suitable to cast Grid to as per customer specification. The Mould is made High Grade of C.I namely Meehanite patented Process, with complete, vent bars for easy venting, 3 line water cooling provision, Mould moving bracket, Ejection mechanism and heater brackets without heaters.
Spine Grid Casting Machine: • Spine Grids are casted by molten Lead injected into moulds at high Pressure and when cooled ejecting and Collecting these grids for further process. • This hydraulically operated machine can cast quality spine grids of length 550 mm (max.) With an accompanying 800 kg lead melting furnace, continuous casting can be done for volume production. Production Speed is 2-3 grids/ minute depending upon the spine length and lead alloy. During casting, three cams actuated by cylinders apply pressure on the outer surface of the mould using a clamping plate to obtain grids with minimal flash. Thermostatically controlled electrical resistance heaters heat the furnace and the spine mould. Ceramic bricks to reduce heat loss line the Furnace. Operations are all manually controlled and all the operating levers are provided for easy and comfortable operations. Digital temperature controllers are used in the control panel for better readability. Machine operations are simple. Construction and Function of Machine: The machine is of made of rigid channel frame construction. Bottom Platen is fixed on the frame rigidly. The top platen moves in horizontal as well as vertically. Eccentric Cams clamp mould mechanically. The hydraulic cylinder drives mechanical Eccentric cams. The mould is made of alloy steel of high grade. Hydraulic cylinder drives mould in and out in between the bottom plate and the top clamping plate. Control Panel controls the mould cycle. The ejection mechanism in the mould ejects the grid from the mould to eliminate the sticking. Still grid is to be picked and placed manually. This machine is also equipped with Hydraulic Power Pack with a maximum operating pressure of 110 bar.. Hydraulic power pack supply power to all hydraulic cylinders of machine. Hydraulic Power pack has Bladder type Accumulator which also reduce power consumption of Machine. This Accumulator Gives extra Power during Lead Injection to the mould. PLC based electrical control circuit is used. Panel is housed in Separate Floor mounted Enclosure. Digital Temperature Controllers maintain mould Temperature with help of Cartridge Heaters and cooling. Water. Furnace capacity - 800 Kg. Utility Requirement: 380 TO 440V, 3 Phase, 50 HZ - 26.5 KW Cold water at 30 C Man Power Required: Main Operator One No. +4 Unskilled 80 Batteries / Shift
Battery Plate Grid Aging Chamber: This Chamber is used store grid Panels at raised temperature so Grid Panels are oxidized faster. This oxidation of Grid panel gives better adhesion to the Paste. These Chambers are tailor made. Both calcium and antimony alloys are soft after casting and require some time to harden. Hardening is achieved by stacking the cast grids on pallets for about three days at room temperature by common manufacturers. Hardening can be accelerated with heat. Some battery manufacturers employ controlled-temperature heating chambers. At 150°C (302°F) the grids can be aged in less than 24 hours. The shorter aging time reduces manufacturer inventory of grids in process.
Battery Plate Paste Making Process • A battery paste is a complex chemical mixture. Its composition depends on the materials used and the nature of the mixing process. A freshly made paste is not at equilibrium and is still undergoing chemical and physical reactions. If not used immediately, it will become hard and unworkable. Thus, in a battery plant, plate mixing and pasting processes are usually coupled so that fresh paste is constantly delivered to the pasting machine and used right away. • The paste manufacturing process is very important as battery performance and life is determined by the properties of the paste. The way the paste is applied to the grid is also important to reduce the variability in both the weight of paste in the grid and the thickness of the pasted plate • The paste formulas and properties are different for positive and negative pastes, each reaching its optimum performance at different densities.
Main types of Flooded Lead Acid Batteries • Wet batteries (flooded) are classed mainly in three macro categories according to the design and manufacturing technology of the electrodes (positive and negative plates): • Ordinary maintenance battery: both grids of the positive and negative plates are of Lead-Antimony alloy (PbSb/PbSb) and the level of electrolyte inside the individual cells must be checked periodically and topped up by adding distilled water only (never use acid) through the degassing caps / Vent Plugs on the cover. • Reduced Maintenance batteries, also called “Hybrid technology” batteries: the positive grid is of Lead-Antimony alloy but with a low antimony content (PbSb), while the negative grid alloy is of Lead-Calcium (PbCa). When overcharged, these batteries have a lower "water consumption" than ordinary batteries that require maintenance, therefore the levels of electrolyte are only restored when necessary and in particular working conditions (extreme working temperature, extended overcharge, etc.). Even in this case only add distilled water (never acid) through the degassing caps on the cover. • Maintenance free batteries (MF): the grids of the positive and negative plates of these batteries are manufactured using lead alloys without antimony and can be of the Lead/Calcium/Tin (PbCaSn) or Lead/Calcium/Tin/Silver (PbCaSnAg) type for the positive plate and Lead/Calcium (PbCa) for the negative plate. These batteries consume little water during overloads, therefore in normal usage conditions they do not need to be topped-up; they do not normally have visible caps and can be inspected directly. Maintenance free batteries often have an additional component called “Magic Eye” which is normally positioned on the cover near the third battery cell, and which gives an approximate indication on the battery conditions:
Gel Batteries • GEL batteries are made using one of the production technologies used to make VRLA-type batteries. • The major difference between AGM batteries and GEL batteries is that in the GEL Type, the electrolyte is not a liquid but is contained in a special silica gel in which the plate group is immersed, while with AGM batteries the electrolyte is completely absorbed by the special glass microfiber divider. • GEL batteries are not normally used for starting applications in the automotive sector because high working temperatures inside the vehicle motor area significantly increase the volume of the gel, which causes repercussions on electrical performance and battery life. On the other hand, very low temperatures cause the GEL to concentrate inside the cell, which increases the internal resistance of the battery; this has a negative effect on the cold start current (-18°C), which becomes much lower than that of AGM or flooded batteries. • GEL batteries are therefore more suitable for energy applications than for power applications, and they are used in industrial applications where high resistance to discharge and charge cycles and/or greater buffer mode life are required. They are also used for powering on-board services in the nautical and free time (Motorhomes) sectors as an alternative to AGM batteries.
VRLAAGM batteries • VRLA (Valve Regulated Lead-Acid battery) type batteries with AGM(Absorbent Glass Mat) technology are Pb-acid batteries where the positive grid is made of a PbCaSn alloy and the negative grid is made of PbCa; they are the only batteries that are completely maintenance free. • The main characteristic that distinguishes a VRLAAGM battery from a traditional flooded battery is the technology used to recombine the gases. • With a traditional flooded lead battery, during the charge phase the two gases in water, namely hydrogen and oxygen, separate. These two gases exit from the caps on the lid and the level of electrolyte inside the battery consequently reduces. • With VRLAAGM batteries, the acid is contained in a special microporous separator made of glass microfiber(Absorbent Glass Mat) that is impregnated with a controlled quantity of electrolyte during the production phase. During the recharge phase, the oxygen that is released by the positive plate because of water dissociation can migrate towards the negative plate, to which it fixes. It then combines with the hydrogen, which recovers the water that had dissociated. • A closed electrochemical cycle is created in this way, which initially and during normal use does not emit gas externally and/or does not consume water. • Safety Valve for VRLA Batteries: If the battery is overcharged and a large quantity of gas develops inside it, the excess is released by a safety valve, positioned inside the cover of each cell, that opens. This valve is designed to open at a pressure of about 0.2 bar in new batteries, but in normal working conditions it is closed because it must stop air from entering the battery (the oxygen would discharge the negative plate). This is why these batteries are called VRLA (Valve Regulated Lead-Acid Batteries) with AGM (Absorbent Glass Mat) technology.
Expiry of Lead Acid Battery orEnd of Life of Lead Acid Battery How the end of battery life takes place Life of Lead Acid Battery depends upon following Factors Battery Cycle Life is defined as the number of complete charge - discharge cycles a battery can perform before its nominal capacity falls below 80% of its initial rated capacity. Key factors affecting cycle life are: Temperature Pressure Depth of Discharge Charging Rate Discharging Rate Memory Effect Charging Voltage Expansion and Corresion of Positive Grid Under Charging Cell Short or failure of Separator Interconnection • Lead Acid • When a lead acid battery is fully or partially discharged, lead sulphate forms at the electrodes. If the battery is allowed to remain for a prolonged period in a discharged state or with a very low state of charge the lead sulphate may form into large crystals which are very difficult to convert back into lead and sulphuric acid by the charging process. The formation of these crystals is called sulphation and causes a permanent loss of capacity of the battery. To avoid this problem lead acid batteries should therefore only be stored in a fully charged condition and the charge should be topped up from time to time during storage to compensate for the self discharge of the cells. • To prolong shelf life without charging, the batteries should be stored at 10°C or less but the electrolyte should not be allowed to freeze. When the battery is fully charged the electrolyte is sulphuric acid solution and the freezing point is -36°C but it rises to 0°C in the fully discharged state when the electrolyte is simply water.