Download
1 / 67
680 likes | 903 Views
第二章 车床. 第一节 概述 一、车床的用途和运动: 1 、用途: 加工各种回转表面、如内、外园、园锥面、回转成形表面、各种螺纹等. 2 、车床的运动:. ( 1 )表面成形运动: 主运动 n : 转速最高,消耗功率最大的运动,单位r /min 。 进给运动 f :使金属层不断投入切削,保证加工出整个加工表面的运动。 单位:㎜ / r表示。 ( 2 )辅助运动: 切入运动、刀架纵、横向机动快速运动 。 二、车床的分类; 卧式车床、立式车床、转塔车床、单轴和多轴车床、仿形车床、多刀车床、数控车床、车削中心和各种专门车床(铲齿车床、凸轮车床、曲轴车床等).

E N D
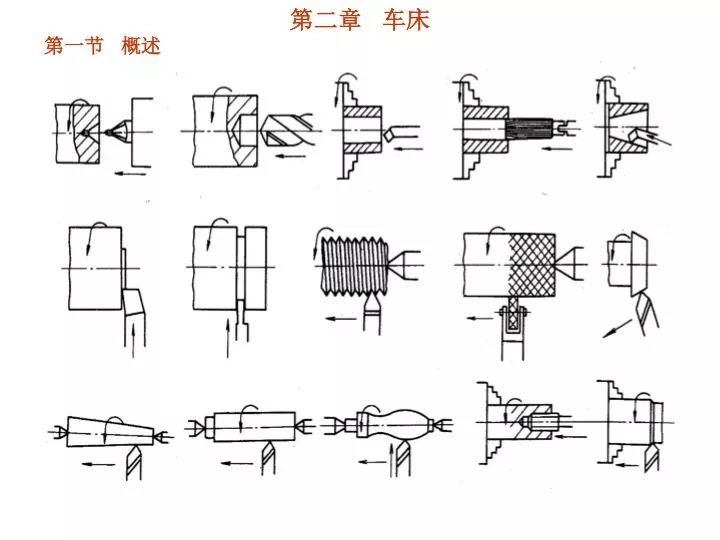
第二章 车床 第一节 概述 一、车床的用途和运动: 1、用途:加工各种回转表面、如内、外园、园锥面、回转成形表面、各种螺纹等
2、车床的运动: (1)表面成形运动: 主运动n:转速最高,消耗功率最大的运动,单位r/min。 进给运动f:使金属层不断投入切削,保证加工出整个加工表面的运动。 单位:㎜/r表示。 (2)辅助运动:切入运动、刀架纵、横向机动快速运动。 二、车床的分类; 卧式车床、立式车床、转塔车床、单轴和多轴车床、仿形车床、多刀车床、数控车床、车削中心和各种专门车床(铲齿车床、凸轮车床、曲轴车床等)
第二节 CA6140型车床的工艺范围和组成部件: 一、工艺范围:加工各种回转表面、如内、外园、园锥面、回转成形表面、各种螺纹、钻孔、扩孔、攻螺纹和滚花等,通用性强,结构复杂,自动化程度低,使用于单件、小批量生产和维修车间。 二、组成部件: 1、主轴箱:夹持工件、变速、实现主运动。 2、刀架:夹持刀具,实现纵、横向和斜向进给运动。 3、尾架:支承工件;按装钻头、铰刀等。 4、进给箱:提供不同进给量和螺文导程的变速机构。 5、溜板箱:在光杠和丝杠的转动下,带动刀架作纵、横向运动。 6、床身:车床支承部件。
一、卧式车床的传动原理图和传动系统图: (一)机床运动组成的三个基本部分:执行件、动力源和传动装置。 1、外联系传动链:机床中联系动力源与执行件之间的传动链; 2、内联系传动链:传动链之间有严格的速比关系的传动链。 例:车螺纹:主轴(工件)转一转 —— 刀移动一个导程。 滚齿轮:滚刀转一转 —— 工件转K/Z工转。 3、传动原理图:用简单符号来表示机床的传动原理和传动路线的图。 (1)常用的部分符号: 第三节 CA6140型车床的传动系统
(1)主运动传动链(外联系传动链): 确定末端件:电动机-主轴 计算位移:n电机 r/min- n主轴r/min 传动路线:电机-1-2-uv-3-4-主轴 (2)车螺纹传动链(内联系传动链): 确定末端件:主轴-车刀 计算位移:主轴(工件)转一转-车刀移动一个导程 传动路线:主轴 – 4 – 5 -Uf- 6 – 7 – 丝杠。 4、卧式车床的传动原理图
二、CA6140型车床的传动系统分析 机床传动系统由多条传动链组成,分析各传动链,按以下步骤: (以车螺纹为例) 1、确定两末端件: 主轴——刀具; 2、确定两末端件的计算位移:(加工螺纹为例) 主轴转一转 —— 刀架移动一个导程S/㎜。 3、传动路线表达式; 4、列出运动平衡式; 5、推导传动链的换置公式。
(一)主运动传动链 动力源(电机)—主轴。功能:传递动力、变速、换向、带动工件旋转。1、传动路线表达式:(见P46讲解)一、CA6140主运动传动路线表达式
轴Ⅲ到轴V的四种传动比为: 其中:U2=U3,在机构中取消一级,只剩3级。 12、主轴转速级数=低速(2×3×3)+高速(2×3)=24级 转速值:转速值10~1400转/min • 主轴转速平衡式:例:计算最低转速
(二)进给传动链 1、车螺纹:运动平衡式 可加工多种类螺纹。 (1)车削公制螺纹:M3、M4脱开、M5接合, 挂轮63/100×100/75 A.公制螺纹的传动路线表达式:
基本组:轴XIV与XV间的基本组可变换8种不同的传动比:基本组:轴XIV与XV间的基本组可变换8种不同的传动比: 基本螺距变换机构,基本成等差级数。 增倍组:轴XV与轴XVIII间的增倍组可有四种不同的传动比: 传动比成倍数关系,将基本组成倍扩大或缩小,扩大加工螺距的种类。
B.车公制螺纹的计算位移 S——被加工螺纹的导程; T——被加工螺纹的螺距; K——被加工螺纹的头数。 运动平衡式为: 将上式简化后可得 : 可以加工出表3-1的20种公制螺纹
加工导程大于12㎜螺纹的传动路线 轴Ⅸ上Z58齿轮向右。车螺距时有两条传动路线: 轴VI至轴IX的传动比为: 正常螺距: u = 58/58=1 扩大螺距: 所以可以获得将正常螺距扩大4倍或16倍的40种螺距
(2)车削模数螺纹 模数螺纹主要是公制蜗杆 齿距 Tm=πm 蜗杆导程:Sm = KTm = Kπm m— 模数,国标m为分段等差数列排列。 挂轮为 运动平衡式: 化简: 改变ujub可以加工各种模数的蜗杆
四、车英制螺纹 以每英寸长度上螺纹的扣(牙)数a/扣in-1来表示 英制螺纹换算成公制的螺距为: 车英制螺纹:M3、M5啮合,M4脱开;轴上Z25移至左位; 运动平衡式:
(4)车削径节螺纹(自学) 径节螺纹为英制蜗杆,用径节DP表示,为每英寸分度圆上的齿数。即:DP=Z/D 式中:Z—齿轮齿数; D—分度圆直径。 轴向螺距 传动路线:除挂轮采用 外,与英制螺纹相同。 运动平衡式样中:
(5)车削非标螺纹 M3、M4、M5全部啮合,导程S非标靠挂轮来实现。 运动平衡式: 换置公式: 例:加工S = 2㎜的螺纹,
2、机动进给:横向和纵向进给 传动路线:M5脱开,由28/56将运动传给光杆,其传动路线表达式为:
1、纵向进给量:64种 1)经正常公制螺纹螺距路线的运动平衡式: 得:0.08~1.22㎜/r 32种正常进给量. 2) 经正常英制螺纹螺距路线的运动平衡式: 得:0.86~1.59㎜/r 8种较大的进给量.
3) 运动经扩大螺距机构及英制螺纹路线,且主轴处于低速( 10~125r/min ),可得到1.71~6.22㎜/r 16种加大进给量. 4)运动经扩大螺距机构及公制螺纹路线,主轴处于高速( 450~1400r/min ),且ub=18/45×15/48,可得到0.028~0.045㎜/r ,8种细进给量. (3)横向进给量:传动路线相同时,横向进给量是纵向进给量的一半。 3、刀架的快速移动:刀架离开或接近工件时的快速纵、横向移动。 传动路线:快速电机(0.37KW)--14/28----4/29—溜板箱传动系统--刀架的快速,超越离合器的作用是使运动链不发生干扰。
第四节 CA6140车床主要结构 一、主轴箱:1、卸货皮带轮
2、变速操纵机构:轴Ⅱ和轴Ⅲ上滑移齿轮操纵机构2、变速操纵机构:轴Ⅱ和轴Ⅲ上滑移齿轮操纵机构
第五节 数控车床和车削中心 一、数控车床概述 数控车床组成及功用 1)程序编制、数控装置、伺服机构和机床组成。 程序编制:根据加工图纸及所需的全部加工信息,编制成数控置能接受的程序; 数控装置:阅读程序的数据和指令,进行运算,并转换成脉冲信号经伺服机构传给机床执行部件; 伺服机构:按照脉冲信号信号驱动的执行器官; 机床组成: 2) 数控车床与一般车床的区别:采用了数控装置及其控制下的伺服进给机构。 二、数控车床的特点; 1、具有较大柔性; 2、能够获得较高的加工精度和稳定的加工质量; 3、加工形状复杂的工件比较方便; 4、具有较高的生产率; 5、便于现代化管理。 6、使用、维修技术要求高,机床价格高,生产率不及专用机床高
数控车床工作原理 零件图 程序编制 脉冲信号发生器 主轴脉冲信号 Y方向进给输出 计算机控制器 X方向进给输出 纵向进给 侍服电机 横向进给 侍服电机 主 电 机 直流电机
7、结构特点 1)采用刚度和抗振性较好的新结构; 2)采用无间隙齿轮传动副 3)采用滚珠丝杠螺母副; 4)采用摩擦系数低的塑料导轨、滚动导轨、或静压导轨 5)采用大功率调速电机和先进刀具,可提高切削用量; 6)采用自动换刀和更换工件装置,减少辅助时间; 7)采用多主轴、多刀架结构,可提高效率; 8)采用宽调速电驱动机构,代替齿轮变速箱和液压驱动机构; 9)采用自动排屑、润滑装置和斜(垂直)导轨;
三、数控车床 (一)数控车床的功能:具备卧式车床、转塔车床、仿形车床、自动和半自动车床的功能。 • (二)CK3263数控车床的布局:1-底座 2-操作台 3-转塔刀架 (8工位、12把刀) 4-刀架 5-后斜床身 6-导轨
四、车削中心概述 车削中心是数控车床在扩大工艺范围方面的发展,在增设多种自驱动刀具(如铣削头、钻削头等),就形成车削中心。车削中心应用刀具较多,常采用刀库和机械手,可完成以下车削以外的工序;
第四章 磨 床 一、磨床的用途和类型 用磨料或磨具作为切削工具对工件表面进行切削加工的机床,叫磨床。 主要用于零件的精加工,特别是淬火表面。 加工范围:圆柱面、圆锥面、平面、螺旋面、齿轮表面和各种成形表面。 主要类型: 1、通用磨床:外圆磨床、无心磨床、内圆磨床、平面磨床、齿轮磨床、螺纹磨床等。 2、高效磨床:高速磨床、高速深切快进磨床、低速深缓进磨床、宽砂轮磨床、各种砂带磨床等。 3、刀具磨床 4、其它磨床:珩磨机、研磨机、抛光机、砂轮机、超精加工磨床等。 二、磨削加工的特点: 1、砂轮特点: 1- 磨粒(棕刚玉、白刚玉、铬刚玉等) 一颗磨粒相当于一把刀刃。 2- 结合剂 3-孔隙 2、磨削加工的特点: 1)具有很高的加工精度(Rα为0.8~0.2μm; 精磨Rα为0.025~0.012μm;镜面磨Rα为0.005μm;) 2)很高的切削速度:普通 =30~40 m/S;高速磨削 =45~60 m/S 3)很高的磨削温度:冷却、散热。 4)很小的切削用量: 5)能磨硬度很高的材料; 6)经常修磨砂轮。砂轮需要静平衡实验。
第二节 M1432A型万能外圆磨床 一、用途:磨削外圆、内孔,轴肩、端平面和圆角;通用性好,效率不高,主要用于小批生产、机修车间和工具车间。 二、机床的布局: 1—床身 2—头架 3—内圆磨具 4—砂轮架 5—尾座 6—滑鞍及横向进给机构 7—手轮 8—工作台
