Download

1 / 106
3.19k likes | 6.95k Views
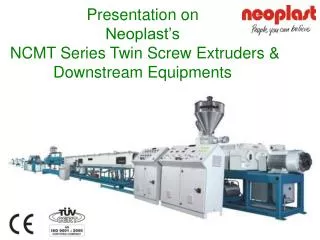
Twin screw extruder. hopper. gearbox and thrustbearing box. degassing. barrel. die head. auxiliary equipment. Twin screw extruder. screws. Twin screw extruder. Twin screw extruder. Why a twin screw extruder? Motor power / Energy balance / Output Screw speed and torque Screw geometry

E N D
hopper gearbox and thrustbearing box degassing barrel die head auxiliary equipment Twin screw extruder
screws Twin screw extruder
Twin screw extruder • Why a twin screw extruder? • Motor power / Energy balance / Output • Screw speed and torque • Screw geometry • Gelation of PVC • Waviness • Mixing • “Ten to two” effects • Screw marks • Screw wear • Dirt • Conical / Parallel • Extruder design
Why a twin screw extruder? • Forced feeding of the powder. • High output at low screw speeds. • High pressure building capacity of the screws. • Low shearrates in the melt.
Twin screw extruder • Why a twin screw extruder? • Motor power / Energy balance / Output • Screw speed and torque • Screw geometry • Gelation of PVC • Waviness • Mixing • “Ten to two” effects • Screw marks • Screw wear • Dirt • Conical / Parallel • Extruder design
Energy balance PVC extrusion ENERGY IN Main motor 110 Wh/kg Heating (barrel and dies) 40 Wh/kg Total in 150 Wh/kg ENERGY OUT Heating PVC 80 Wh/kg Screw cooling 20 Wh/kg Barrel cooling 25 Wh/kg Gearbox and thrustbearingbox 12 Wh/kg Pulley 4 Wh/kg Convection 9 Wh/kg Total out 150 Wh/kg
Relation output - screw diameter 30 D 25 D 22 D
Twin screw extruder • Why a twin screw extruder? • Motor power / Energy balance / Output • Screw speed and torque • Screw geometry • Gelation of PVC • Waviness • Mixing • “Ten to two” effects • Screw marks • Screw wear • Dirt • Conical / Parallel • Extruder design
Screw speed The maximum circumferential velocity at the barrel is 0.2 m/s. This results in lower screw speeds for larger diameter screws (speed ~ 1/D). 0.2 m/s 0.2 m/s
Screw speed The maximum circumferential velocity at the barrel is 0.2 m/s. This results in lower screw speeds for larger diameter screws (speed ~ 1/D).
Screw torque • The power of the main motor is transferred to the melt by screw speed and screw torque. • Larger extruders require much more torque on the screws due to the reduced screw speed.
Twin screw extruder • Why a twin screw extruder? • Motor power / Energy balance / Output • Screw speed and torque • Screw geometry • Gelation of PVC • Waviness • Mixing • “Ten to two” effects • Screw marks • Screw wear • Dirt • Conical / Parallel • Extruder design
Screw length • The screw length varies from 22 to 30 D. • Longer screws give a better melthomogeneity. • Longer screws require a higher lubricated compound.
powder entrance zone first compression zone powder lock first pump zone second compression zone degassing zone pump zone mixing elements Screw geometry
second compression zone first pump zone first compression zone degassing zone pump zone powder lock powder entrance zone Conical and parallel screw geometry
Gaps in the extruder screws flight gap calandar gap side gap
Gaps in the extruder screws flight gap calandar gap side gap
INTAKE ZONE The PVC powder enters the extruder in the intake zone. The intake capacity is the same as the extruder output. It is determined by the screw speed and the volume of the screw channels in the intake zone. Screw geometry
FIRST COMPRESSION ZONE The density of the PVC increases while being processed. For efficient heat input the volume of the screw channels must be decreased. Screw geometry
FIRST PUMP ZONE The first pump zone presses the melt through the powderlock. All channels are filled in this section which prevents air to pass. Screw geometry
POWDERLOCK The powderlock is a kind of a barrier for the passing melt. Pressure created by the first pump zone is required to move the melt forward. Screw geometry
The powder lock slots for recrushed PVC
DEGASSING ZONE In this zone air and volatiles are extracted from the melt. Screw geometry
The degassing zone air grooves
The degassing zone PVC powder + air pressure in polymer air removed by vacuum in vent zone pressure in polymer air pressed away by compression of powder air pressed away by compression of powder
SECOND COMPRESSION ZONE For efficient heat input the volume of the screw channels must be decreased again. Screw geometry
SECOND PUMP ZONE In this zone pressure is created to press the melt through the die. Mixing elements may be present. Screw geometry
MIXING ELEMENT The mixing element redistributes the melt over the screw channels. It reduces the pressure building capacity of the screws. Screw geometry
MIXING ELEMENT The mixing element redistributes the melt over the screw channels. It reduces the pressure building capacity of the screws. Screw geometry
Screw pressure build-up small gaps: high pressure building capacity large gaps: low pressure building capacity
Screw cooling • Cooling with oil. • Cooling with heatpipes. • No cooling.
Screw cooling with oil Heat is extracted from the melt in the second pump zone. cold oil in hot oil out
Screw cooling with heatpipes Heat is transferred from the melt in the second pump zone to the powder in the entrance zone. copper netting thermal isolation copper netting condensing water vapour evaporating water
Screw cooling • Cooling with oil gives better control on the process. • Cooling with heatpipes reduces energy losses. • Higher output capacity possible.
Twin screw extruder • Why a twin screw extruder? • Motor power / Energy balance / Output • Screw speed and torque • Screw geometry • Gelation of PVC • Waviness • Mixing • “Ten to two” effects • Screw marks • Screw wear • Dirt • Conical / Parallel • Extruder design
The PVC grain primary particle (1 µ) PVC grain (0.1 mm) crystalline region (0.001 µ)
Fusion of PVC grains • PVC is processed at temperatures between 190 and 210 C. • Glass transition point 82 C. • Crystalline melting point ~ 270 C. • Processing of PVC is done in the rubbery state! • Strong elastic effects compared to other polymers. • No melt: PVC grains have to be fused together. • Fusion is often called “gelation”.
Regions of high friction level Fusion of PVC grains • The fusion of PVC is mainly done by friction induced by the rotating screws. • Depending on the process the level of fusion can be lower or higher. • Most friction is generated in the pressurize regions of the extruder. • The level of friction will also influence the final melt temperature.
Fusion of PVC grains fusion 0 % fusion 50 % fusion 75 % fusion 100 %
higher melt temperature Fusion • The fusion level of the melt equals the fraction of fused grains in the melt. • The fusion level increases due to friction at high melt temperature. • Friction slots in screws. • High barrel temperatures. • High screw speed • Less lubricants
Fusion • The fusion level of the melt equals the fraction of fused grains in the melt. • The fusion level increases due to friction at high melt temperature. • Friction slots in screws. • High barrel temperatures. • High screw speed • Less lubricants • The fusion level decreases due to friction at low melt temperature. • Low barrel temperatures. • Very low die temperatures (surface effect). higher melt temperature
Fusion in the extruder • The fusion of the pipe is mainly determined by the amount of friction (= temperature) in the extruder. • The total surface of the screw (length, number of flights). • The length of friction slots (+ 1 D melt + 3 to 6 °C). • The amount of lubricants in the compound. • The pressure of the die (+ 100 bar melt + 2 to 4 °C). • The speed of the screws (+ 10 % melt + 2 to 4 °C). • The output of the extruder (+ 10 % melt + 2 to 4 °C). • The fusion of the pipe is partially determined by thermal conduction from the barrel. • Any barrelzone ± 20 °C melt ± 1 °C • Last barrelzone ± 10 °C melt ± 1 °C