Download
1 / 79
790 likes | 921 Views
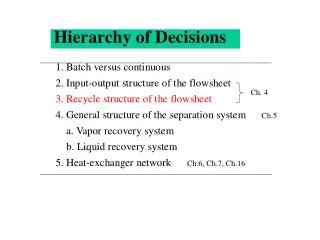
Hierarchy of Decisions. HEAT EXCHANGER NETWORK (HEN). SUCCESSFUL APPLICATIONS O ICI ---- Linnhoff, B. and Turner, J. A., Chem. Eng ., Nov. 2, 1981 Energy savings Capital Cost

E N D
SUCCESSFUL APPLICATIONS O ICI ---- Linnhoff, B. and Turner, J. A., Chem. Eng., Nov. 2, 1981 Energy savings Capital Cost Available Expenditure ProcessFacility* k$/yr or Saving, k$ Organic Bulk Chemical New 800 same Specialty Chemical New 1600 saving Crude Unit Mod 1200 saving Inorganic Bulk Chemical New 320 saving Specialty Chemical Mod 200 160 New 200 saving General Bulk Chemical New 2600 unclear Inorganic Bulk Chemical New 200 to 360 unclear Future Plant New 30 to 40 % 30 % saving Specialty Chemical New 100 150 Unspecified Mod 300 1000 New 300 saving General Chemical New 360 unclear Petrochemical Mod Phase I 1200 600 Phase II 1200 1200 *New means new plant; Mod means plant modification.
SUCCESSFUL APPLICATIONS Table 1. First results of applying the pinch technology in Union Carbide Project Energy Cost Installed Payback ProcessTypeReduction $/yrCapital Cost $Months Petro-Chemical Mod. 1,050,000 500,000 6 Specialty ChemicalMod. 139,000 57,000 5 Specialty ChemicalMod. 82,000 6,000 1 Licensing PackageNew 1,300,000 Savings Petro-ChemicalMod. 630,000 Yet Unclear ? Organic Bulk Mod. 1,000,000 600,000 7 Chemical Organic Bulk Mod. 1,243,000 1,835,000 18 Chemical Specialty Chemical Mod. 570,000 200,000 4 Organic Bulk Mod. 2,000,000 800,000 5 Chemical Linnhoff and Vredeveld, CEP, July, 1984
SUCESSFUL APPLICATIONS Fluor --- IChE Symp. Ser., No. 74, 1982, P.19 --- CEP, July, 1983, P.33 FMC (Marine Colloid Division, Rockland, ME)
CONCLUSION HEN/MEN synthesis can be identified as a separate and distinct task in process design
IDENTIFY HEAT RECOVERYASA SEPARATEAND DISTINCT TASKIN PROCESS DESIGN. 9.60 200C 18.2 bar 1.089 36C 16 bar RECYCLE REACTION 7.841 126C 18.7 bar TO COLUMN D 201 1.614 0 179 200C PURGE CW 180C 153C 35C FLASH 7 703 141C 40C 115.5C 17.3 bar 120C 17.6 bar FEED 5C 19.5 bar 114C Figure 2.5 - Flowsheet for “front end” of specialty chemicals process
200C Reactor 35C 200C RECYCLE TOPS Product Purge Reactor 35C 5C FEED FOR EACH STREAM: TINITIAL, TFINAL, H = f(T). PRODUCT 126C Figure 2.6-Specialty chemicals process-heat exchange duties
= 1722 = 654 a ) DESIGN AS USUAL H 6 UNITS REACTOR C STEAM RECYCLE 70 1 。 。 STEAM 1652 3 2 654 COOLING WATER FEED PRODUCT
= 1068 = 0 b ) DESIGN WITH TARGETS H 4 UNITS REACTOR C STEAM 。 RECYCLE 1068 。 。 1 。 2 3 FEED PRODUCT
SUGGESTED PROCEDURE FOR THE DESIGN OF NEW HEAT EXCHANGER NETWORKS 1. Determine Targets. Energy Target -maximum recoverable energy Capital Target -minimum number of heat transfer units. -minimum total heat transfer area 2. Generate Alternatives to Achieve Those Targets. 3. Modify the Alternatives Based on Practical Considerations. 4. Equipment Design and Costing for Each Alternative. 5. Select the Most Attractive Candidate.
STEP ONE Determine the Targets
§ ENERGY TARGETS (TWO STREAM HEAT EXCHANGE) T/H DIAGRAM T Q =CP(TT-TS) TT TS H H Figure 2.10 - Representation of process streams in the T/H diagram
T (C) 200 UTILITY HEATING 140 135 115 100 70 UTILITY COOLING 350 300 400 H (KW) TWO-STREAM HEAT EXCHANGE IN THE T/H DIAGRAM
T (C) 200 UTILITY HEATING 130 135 T 120 100 70 UTILITY COOLING 350 300 400 H (KW) -100 +100 -100 =250 =400 =300 TWO-STREAM HEAT EXCHANGE IN THE T/H DIAGRAM
FACTS ( ) ( ) 1. Total Utility Load Increa se Increa se 2. in = in Hot Utility Cold Utility
§ENERGY TARGETS (MANY HOT AND COLD STREAMS) COMPOSITE CURVES T T1 T2 T3 T4 T5 (T1-T2) (B) (T2-T3) (A+B+C) (T3-T4) (A+C) (T4-T5) (A) CP=B CP=A CP=C H
§ENERGY TARGETS (MANY HOT AND COLD STREAMS) COMPOSITE CURVES T T1 T2 T3 T4 T5 H
PINCH POINT Minimum hot utility T “PINCH” minimum cold utility H Energy targets and “the Pinch” with Composite Curves
m hot Streams Qin Heat Exchange System n cold Streams Qout - Qin = H Qout or
The “Problem Table” Algorithm - A Targeting Approach ---Linnhoff and Flower, AIChE J. (1978) Stream No. CP TSTT andType(KW/C)(C)(C) (C) (C) (1) Cold 2 20 25 T6 135 140 T3 (2) Hot 3 170 165 T1 60 55 T5 (3) Cold 4 80 85 T4 140 145 T2 (4) Hot 1.5 150 145 (T2) 30 25 (T6) Tmin = 10C
Subsystem # CPHot - CPcold TK HK T1* = 165C T2* = 145C T3* = 140C T4* = 85C T5* = 55C T6* = 25C 2 1 20 3.0 60 2 5 0.5 2.5 3 55 -1.5 -82.5 4 30 2.5 75 5 30 -0.5 -15 4 3 1
from subsys #2 90C hot streams 145C Heat Exchange Subsystem (3) . . . . . . . . . . . . . . . Cold streams 80C 135C To subsys #4
T1* = 165C -------------------------- ( 0 )------ T2* = 145C --------------------------( 60 )-----( 80 ) T3* = 140C -------------------------( 62.5 )---( 82.5 ) T4* = 85C -------------------------( -20.0 )-----( 0 ) T5* = 55C --------------------------( 55.0 )----( 75 ) T6* = 25C --------------------------( 40.0 )---- FROM HOT UTILITY minimum hot utility 20 H1 = 60 H2 = 2.5 H3 = -82.5 Pinch H4 = 75 H5 = -15 minimum cold utility 60 TO COLD UTILITY
§ “PROBLEM TABLE” ALFORITHM SUBSYSTEM TM TC=T 0 (T0) 1 (T1) 2 (T2) TP Tmin Hh2Hc2 Hh1 Hc1
§ “PROBLEM TABLE” ALFORITHM ENTHALPY BALANCEOFSUBSYSTEM As T = T1 - T2 0
5. The Grand Composite Curve 80 60 40 20 0 -20 Q(KW) CU Qc,min “Pinch” HU Qh,min 20 40 60 80 100 120 140 160 180 T6* T5* T4* T3*T2* T1*
SIGNIFICANCE OF THE PINCH POINT 1. Do not transfer heat across the pinch 2. Do not use cold utility above 3. Do not use hot utility below
Q Qh Qh HU Qc,min CU Qh,min Tc Tp Th T Qh Qh,min Qc Qc,min
Q CU Qc,min Qh,min HU Tc Tp T1 Th T
Q Qc CU2 Qh HU Qc,min CU1 Qh,min Tc Tp Th T
Q Qh,min HU Qc,min CU Tc Tp T1 Th T
Q Qh,min HU2 Qc,min Q1 CU Q2 HU1 Tc Tp T1 Tp’ Th T
H=27MW H= -30MW FEED 2 140 PRODUCT2 230 REACTOR 2 200 80 H=32MW FEED 1 20 REACTOR 1 180 250 OFF GAS 40 H= -31.5MW 40 PRODUCT1 40 Figure 6.2 A simple flowsheet with two hot streams and two cold streams.
TABLE 6.2 Heat Exchange Stream Data for the Flowsheet in Fig. 6.2 Heat Supply Target capacity temp. temp. H flow rate CP Stream Type TS (C) TT (C) (MW) (MW C-1) 1. Reactor 1 feed Cold 20 180 32.0 0.2 2. Reactor 1 product Hot 250 40 -31.5 0.15 3. Reactor 2 feed Cold 140 230 27.0 0.3 4. Reactor 2 product Hot 200 80 -30.0 0.25
(a) HOT UTILITY (b) HOT UTILITY 245C 0MW 7.5MW H= -1.5 H= -1.5 235C 1.5MW 9.0MW H= 6.0 H= 6.0 195C -4.5MW 3.0MW H= -1.0 H= -1.0 185C -3.5MW 4.0MW H= 4.0 H= 4.0 145C -7.5MW 0MW H= -14.0 H= -14.0 75C 6.5MW 14.0MW H= 2.0 H= 2.0 35C 4.5MW 12.0MW H= 2.0 H= 2.0 25C 2.5MW 10.0MW COLD UTILITY COLD UTILITY Figure 6.18 The problem table cascade.
Figure 6.24 The grand composite curve shows the utility requirements in both enthalpy and temperature terms.
(a) Process HP Stream Process Fuel Boiler Feedwater (Desuperheat) BOILER LP Stream Condensate T* HP Steam LP Steam pinch CW H Figure 6.25. The grand composite curve allows alternative utility mixes to be evaluated.
(b) Hot Oil Return Fuel FURNACE Process Hot Oil Flow T* Hot Oil pinch CW H Figure 6.25. The grand composite curve allows alternative utility mixes to be evaluated.
(a) TC 300 250 200 150 100 50 0 HP Steam LP Steam 0 5 10 15 H(MW) Figure 6.26 Alternative utility mixes for the process in Fig. 6.2.
(b) TC 300 250 200 150 100 50 0 Hot Oil 0 5 10 15 H(MW) Figure 6.26 Alternative utility mixes for the process in Fig. 6.2.
T* T*TFT Theoretical Flame Temperature T*O T*STACK QHmin Flue Gas Air T*TFT Fuel T*STACK T*O Ambient Temperature Stack Loss ambient temp. QHmin H Fuel Figure 6.27 Simple furnace model.
T* T*’TFT T*TFT Flue Gas Figure 6.28 Increasing the theoretical flame temperature by reducing excess air or combusion air preheat reduces the stack loss. T*STACK T*O Stack Loss H
T* T*TFT T* T*TFT T*ACID DEW T*PINCH T*C T*ACID DEW T*PINCH T*C (a)Stack temperature limited by acid dew point (b)Stack temperature limited by process away from the pinch Figure 6.29 Furnace stack temperature can be limited by other factors than pinch temperature.
T* 1800 1750 Flue Gas 300 250 200 150 100 50 0 0 5 10 15 H(MW) Figure 6.30 Flue gas matched against the grand composite curve of the process in Fig. 6.2
SOME RESULTS IN GRAPH THEORY 1 ) A graph is any connectionof points, some pairs of which are connected by lines. 2 ) If a graph has p points and q lines, it is called a (p,q) graph. points process and utility streams lines heat exchangers 3 ) A path is a sequence of distinct lines, each are starting where the previous are ends, e.g. AECGD in Fig. A. A B C D Figure A Figure B E F G H A B C D E F G H
SOME RESULTS IN GRAPH THEORY 4 ) A graph is connected if any two points can be joined by a path, e. g. Fig. A 5 ) Points which are connected to some fired point by paths are said to form a component, e. g. Fig A has one component. Fig B has two components. 6 ) A cycle is a path which begins and ends at the same point, e. g. CGDHC in Fig. A. 7 ) The maximum number of independent cycles is called the cycle rank of the graph. 8 ) The cycle rank of a (p,q) graph with k components is q - p + k
A Result Based on Graph Theory U = N+L-S Where, N = the total number of process and utility streams L = the number of independent loops S = the number of separate component in a network U = the number of heat exchanger services
U = N+L-S 30 70 90 ST H1 H2 U = N-1 = 5 U = N-2 = 4 U = N+1-1 = N = 6 30 10 60 40 50 C1 C2 CW 40 100 50 30 70 90 ST H1 H2 30 70 40 50 C1 C2 CW 40 100 50 30 70 90 ST H1 H2 X 60-X 30-X 10+X 40 50 C1 C2 CW 40 100 50
CAPITAL TARGET Umin = N - 1 where, Umin = the minimum number of services N = the total number of process and utility streams Note, U = N + L - S