Download
1 / 98
980 likes | 1.17k Views
Modeling an Atmospheric Crude Tower. -25.17x10 6 Kcal/hr. -27.80x10 6 Kcal/hr. OFF GAS. o. 161. C. 1.41K. 123 o C. 60 o C. 0.97K. LSR : 3,549 T/D (16.9wt%). 0.97K. 1. 132 o C. -13.94x10 6 Kcal/hr 376,130 Kg/hr. 10. o. 180. C. , 1.53K. 15. STM1 : 1313 Kg/hr. 192 o C.

E N D
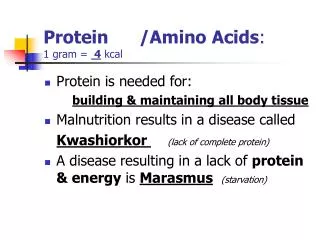
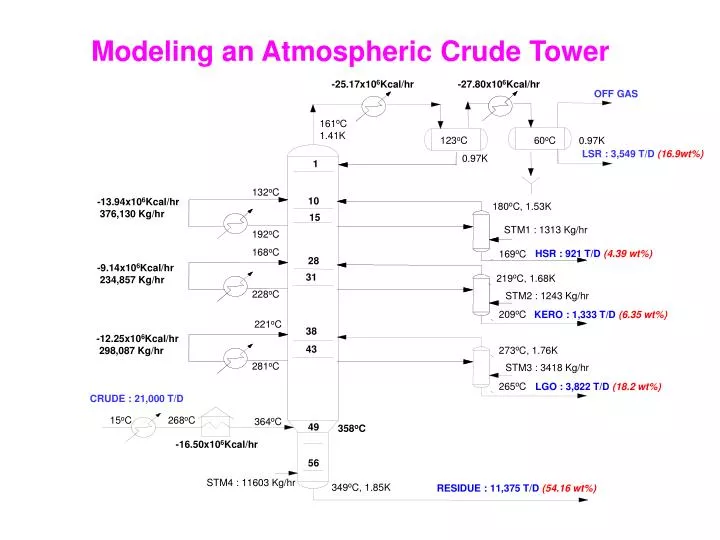
Modeling an Atmospheric Crude Tower -25.17x106Kcal/hr -27.80x106Kcal/hr OFF GAS o 161 C 1.41K 123oC 60oC 0.97K LSR : 3,549 T/D (16.9wt%) 0.97K 1 132oC -13.94x106Kcal/hr 376,130 Kg/hr 10 o 180 C , 1.53K 15 STM1 : 1313 Kg/hr 192oC 168oC o HSR : 921 T/D (4.39 wt%) 169 C 28 -9.14x106Kcal/hr 234,857 Kg/hr 31 o 219 C , 1.68K 228oC STM2 : 1243 Kg/hr o 209 C KERO : 1,333 T/D (6.35 wt%) 221oC 38 -12.25x106Kcal/hr 298,087 Kg/hr 43 o 273 C , 1.76K 281oC STM3 : 3418 Kg/hr o 265 C LGO : 3,822 T/D (18.2 wt%) CRUDE : 21,000 T/D 15oC 268oC o 364 C 49 358 o C -16.50x106Kcal/hr 56 STM4 : 11603 Kg/hr o 349 C , 1.85K RESIDUE : 11,375 T/D (54.16 wt%)
Problem Description: • A crude unit is designed to process 21,000 tons per day of 50% • Arabian heavy crude and 50% Arabian light crude. The desired • products are shown in the next slide, with specifications in Table 1. • 250oC steam (assumed to be saturated) is available for stripping. • The condenser is to operate at 123oC and 0.97 Kg/cm2G. • An initial simulation model was constructed as shown in the above • slide. ASTM D86 95% temperatures were used for HSR, Kerosene • and LGO. The overflash (0.03) was set as a specification. A partial • condenser was used to meet the desired temperature of 123oC.
ASTM D86 Temperatures for Side Distillates Products GAP = 2 (-3) GAP = 11 (3) GAP = 12 (3)
Crude Distillation Column: Tray Efficiencies Typical Tray Efficiencies for Each Section:
RETURN DRAW SIDE DISTILLATE STEAM Crude Oil Distillation : SIMULATION BASICS SIDE STRIPPING OF PRODUCTS : • STEAM: • 4 – 6 TRAYS • REBOILED: • 6 – 10 TRAYS • IMPROVES D86 5% POINTS BY • STRIPPING TO REMOVE LIGHT • ENDS • TYPICAL STEAM: • 0.1 – 0.25 LBS/GALLON • [12 – 30 KG/M3] OF PRODUCT
Crude Oil Distillation : CONTINUED BOTTOM STRIPPING STEAM : • STRIP GAS OIL FROM BOTTOMS • TO RAISE D86 5% OF BOTTOMS • LOWER HYDROCARBON PARTIAL • PRESSURE IN THE FLASH ZONE • USE 2 THEORETICAL TRAYS • EXCLUDING FLASH ZONE FLASH ZONE CRUDE OIL STEAM TOPPED CRUDE
CDU: Simulation Flowsheet OFF GAS o 161 C 1.41K 0.04K LSR : 3,549 T/D 0.97K 2 9 10 1 STM1 2 o HSR : 921 T/D 169 C 16 17 1 STM2 2 o 209 C KERO : 1,333 T/D 21 22 1 STM3 2 o 265 C LGO : 3,822 T/D CRUDE : 21,000 T/D 15oC 268oC 26 28 STM4 RESIDUE : 11,375 T/D
CDU: Problem Solution • LSR D86(95) controlled by Distillate (Residue) rate • HSR D86(95) controlled by HSR flowrate • Kerosene D86(95) controlled by Kerosene flowrate • LGO D86(95) controlled by LGO flowrate • Runback to Flash zone (overflash) controlled by furnace duty
Modeling a U-type Tower: The Tower has: • A partial condenser • Three coupled side strippers • U-type tower has no pump around side coolers. File name : U-type.bkp
Steam Conditions for side strippers & main fractionator
Adding the CDU to the Flowsheet • In the Model Library, click the Column tab. • Select the unit operation model, PetroFrac, to place in your process • flowsheet. • In this case, you should select the PetroFrac icon CDU10F. • Place the CDU10F icon in the flowsheet. Name the block CRUDE. • Click the Material Stream icon on the left side of the Model Library. • Point a blank part of the process flowsheet window where you want the • feed to originates and click once. • For the CRUDE stream, first connect it to the bottom of feed port and then • Drag it to the desired location in front of the feed furnace.
Specifying the Atmospheric Column • The bottoms (Atmospheric residue) flowrate is an estimate. • This value will be manipulated to achieve the desired ASTM 95% • temperature for LSR stream.
Enter the following pressures using the Top/Bottom View: • Select the Single stage flash Furnace type in the Furnace sheet. • Specify a StdVol Fractionaloverflashof 0.03 and a Furnace • pressure of 2.9Kg/cm2.