Download
1 / 30
430 likes | 799 Views
Metal Forming. Metallurgy for the Non-Metallurgist. Learning Objectives. Upon completion of this lesson, you can: Describe the principles of major forming processes Discuss the effect that processing technology has on a finished part Be aware of the importance of processing variables

E N D
Metal Forming Metallurgy for the Non-Metallurgist
Learning Objectives • Upon completion of this lesson, you can: • Describe the principles of major forming processes • Discuss the effect that processing technology has on a finished part • Be aware of the importance of processing variables • Recognize potential processing defects
Forming Metal • Casting—pouring molten metal into a mold and allowing it to harden • Mold consists of top and bottom sections—figure 1 • Mold may have cores if cavities are needed in the final product, ex. Cylinder block of automotive engine • Disadvantages of Casting: porosity, voids, segregation, entrapped inclusions, cracks, etc… • Sand Mold—figure 2 • Investment Casting—figure 3 • Permanent Mold—figure 4
Mold Completed mold ready for pouring
Sand Mold Methods of making cores. (a) One-half of the core is made at a time. (b) Making a solid core in a split box
Investment Casting Steps in the production of a casting by the solid investment molding process, using a wax pattern. (a) Wax sprue pattern. (b) Pattern assembly (wax patterns attached to wax sprue). (c) Pattern assembly in flask after mold slurry has been poured (precoating of pattern assembly with slurry is required for metals with pouring temperatures above 1090 °C, or 2000 °F). (d) Mold after pouring. (e) Solidified casting after mold has been broken away. (f) One of four castings after removal from sprue
Permanent Mold Operating cycle of a horizontal cold-chamber die-casting machine
Other Casting Operations • Ignot Casting—figure 5 • Strand Casting (continuous casting)—figure 6 • Minimill
Ignot Casting Sketches of cross sections of typical molds used to cast ingots of steel. (a) An open-end-down mold. The mold is tapered so that it can, in this arrangement, be pulled off the solidified ingot. (b) An open-end-up mold. The solidified ingot now has to be pulled from the mold, which is a more difficult operation. However, a shorter pipe is produced in the ingot. (c) An open-endup mold with a rounded bottom and fitted with a hot top. This type of mold is used only for specialty steels.
Strand Casting Sketches illustrating the principles involved in the continuous castings of ingots. (a) The ingot is cast vertically in the normal way, with the solidified metal being withdrawn continuously downward. The process may then be operated semicontinuously, or the emerging ingot may be cut into lengths, or it may be bent around to emerge horizontally. In the latter event, it may either be cut into lengths or be further processed continuously. (b) The ingot is cast horizontally, a method currently applicable only to metals of lower melting points.
Deforming Metals • Strain Harderning or Cold Working • Slip planes • Dislocations-imperfection in the crystal structure • Obstacles to dislocation make the metal stronger • Annealing • Recovery occurs during annealing • Recrystallization temperature
Dislocation A dislocation in a simple cubic crystal. Note the dislocation in (a) is a line that continues through the crystal; it is the bottom edge of an extra plane that terminates on a slip plane marked by the symbol. In (b), the dislocation has moved to the right by a slight readjustment in the position of atoms near the core of the dislocation and requires a very small force (f). In (c) the dislocation has moved through the crystal resulting in a displacement, or shear, of the crystal of one interatomic spacing. Courtesy of Addison Wesley
Forming Processes • Cold Work—process carried out below the recrystallization temperature • Process anneal • Hot working—process carried out above recrystallization temperature • Rolling operations—figure 8 • In rolling the width does not increase substantially—the piece becomes longer and thinner • Defects come from excessive deformation
Rolling Operation The process of hot rolling. As the bar of metal passes between the rolls it is reduced in thickness or diameter. Steel, aluminum, and brass are rolled both hot and cold. Tin and lead will actually be “hot” rolled at room temperature because their recrystallization temperatures are below room temperature.
Wire Drawing The process of wire drawing. Wire pulled through the die is reduced in diameter and decreased in ductility. After a few reductions the wire must be annealed to permit further reduction. Wire is usually drawn cold, except for tungsten, which is generally drawn at an elevated temperature.
Tube Drawing Die components and workpiece for deep drawing cup-shaped parts
Drawing a Cup Deformation of cup-shaped components. (a) Direct redrawing. (b) Reverse redrawing. (c) Ironing
Cup Drawing Deformation of cup-shaped components. (a) Direct redrawing. (b) Reverse redrawing. (c) Ironing
Extrusion Progression of metal flow in drawing a cup-shaped part
Extrusion Press Sketch of a horizontal extrusion press. This sketch is typical of one used for aluminum extrusions but illustrates the common features of any extrusion press.
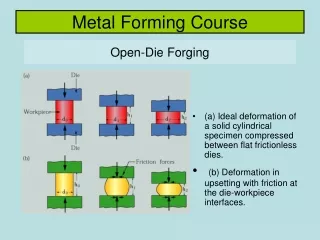
Forging • Usually starts with a wrought bar • Hammering to shape • Closed die forging • Forging can be done hot or cold
Forging Hammer Sketches of forging hammers and presses. (a) Steam-driven power hammer and open-die forging. (b) Hydraulic press and closed-die forging
Open Die Forging A large ingot being forged in an open-die hydraulic press. Note the man near the lower left-hand corner.
Closed Die Sketch of one-half of a forging die. This die contains multiple (two) cavities so the first step can be accomplished in one cavity and the second step in the second cavity and no changes in the die are necessary
Closed Die Forging Sketches illustrating multiple steps in a forging process
Forged Crane Hook An etched section of a forged steel crane hook. Etching has developed flow lines, which delineate bands of segregated material that contain above-average numbers of nonmetallic inclusions. The material is weaker in tension when stressed across these lines than when stressed parallel to them. The forging process has been designed to ensure that the flow lines are parallel to the surface of the hook. They would have extended straight across the highly stressed bend in the jaw if the hook had been cut from plate, and it would then have been more likely to fail in service. Safety is a prime requirement in lifting gear; hence, forged hooks are used even though they are more costly to manufacture.
Powder Metallurgy • Green Compact • Sintering—heating to just below the melting point • Liquid phase sintering • Minimizes finishing operations • Little loss of metal • Eliminates segregation
Forming Compact Steps in forming a powder metallurgy part. (a) Loose, sized particles of the alloy are poured into a die cavity and then (b) compacted under pressures on the order of 275 MPa (40 ksi) to form a “green” compact. The compact is then sintered at temperatures typically about two-thirds of the melting point. This reduces porosity and forms strong bonds between the particles. The dimensions of the die must allow for this shrinkage. After sintering, the parts may be sized by striking in a coining die.
Machining • Cutting or shearing of metal • Grinding
Cutting Metal Machining of a metal. The tool cuts the metal and the metal chip sheared from the surface slides up the tool face. The piece being machined is plastically deformed both in front of and below the tool/metal contact line.