Download
1 / 9
90 likes | 208 Views
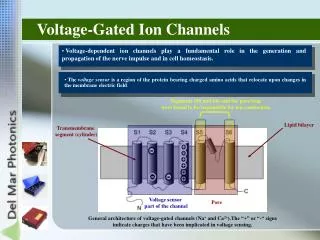
Low Voltage Startability New Code & Sticker. LVS. A S A 51 R. Motor Type R : Run Capacitor S : Start Capacitor N : Induction Run. Rated Voltage & Frequency A : 220 – 240V/ 50Hz B : 220 – 240V/ 60Hz C :127V/ 60Hz. Displacement 51 : 5.11cc/rev. Revision No. A B C. Cooling Type

E N D
LVS A S A 51 R Motor Type R : Run Capacitor S : Start Capacitor N : Induction Run Rated Voltage & Frequency A : 220 – 240V/ 50Hz B : 220 – 240V/ 60Hz C :127V/ 60Hz Displacement 51 : 5.11cc/rev Revision No. A B C Cooling Type S : Static Cooling
Component Problem Action Plan INTRODUCTION OF NEW GAUGE & 100% CHECKING AT VENDOR'S END. HEIGHT NOT OK SPRING IMPROVEMENTS EARLIER USED GAUGE FOR CHECKING NEW GAUGE FOR CHECKING STAMPING OF UNIQUE CODE ON TOP LAMINATION STARTED STATOR MIXING MODELS BEFOREAFTER NO STAMPING DONE STAMPING STARTED MODEL/DATE UPPER BEARING IMPURITIES DUE TO USE OF GRAPHITE BASED LUBRICANT INTRODUCTION OF WATER BASE D LUBRICANTS GRAPHITE BASED LUBRICANT WATER BASED LUBRICANT
Component Problem Action Plan INTRODUCTION OF NEW GAUGE & 100% CHECKING SQUARENESS NOT OK STATORS IMPROVEMENTS EARLIER USED GAUGE FOR CHECKING NEW GAUGE FOR CHECKING DESIGN CHANGED & 100% IMPLEMENTATION RUBBER CAPS PUNCTURE BEFOREAFTER OLD DESIGN NEW DESIGN NO IDENTIFICATION NO IDENTIFICATION & HENCE MIXING SEPARATE BINS & TRAYS ROTORS
Component Problem Action Plan INTRODUCTION OF NEW BINS AT VENDOR'S END. DENTS & DAMAGE SHAFTS IMPROVEMENTS EARLIER USED BINS NEW BINS FOR STORAGE BENDING NOT PROPER GUIDES PROVIDED FOR SAME. DMA BEFOREAFTER BENDING DONE WITHOUT GUIDES BENDING DONE WITH GUIDES ONLY ID WAS BEING CHECKED EARLIER BOTH ID & DEPH IS BEING VERIFIED SHAFTS ONLY ID VERIFICATION ID + DEPTH VERIFICATION
Component Problem Action Plan New binding method is introduced in the side profile of laminations which will eliminate the bend in the top & bottom lamination Excess twisting was the reason which could cause the bend in the laminations The Laminations were bound with binding wire by twisting the joints with the help of cutting pliers. Refer hereunder the photograph in the Ref :Before section. Now the two ends of the binding wire is being bent (By hand) in the side profile of the laminations as shown in the photograph Ref : After section A separate area is identified for keeping the segregated good lamination cores Top Laminations Being scraped IMPROVEMENTS TO REDUCE RUST/CONTAMINATION Existing Packing method 1.Initially wooden box was covered with polythene stretch film. 2.Each & every layer was covered with vci paper . 3.Before closing ,the box was covered with the vci paper then it was covered with polythene stretch film. 4. Put the top wooden plate on box and belt strapped. New packing method 1.Instead of using wooden box new carton box is introduced for packing the laminations . 2.The carton box inside is covered with blue color & VCI coated polythene bag . 3. VCI paper is used in between the layers. 4.A top cover is used to close the box .Then box will be belt strapped Laminations received rusty BEFOREAFTER After completion of Annealing process, immediately the laminations are packed as per the new packing method. A new packing method is introduced. It will be standardized based on the customer approval.