Download
1 / 22
220 likes | 268 Views
Explore definitions and methodologies for sterilization, including D-value and F-value, for ensuring proper sterilization effectiveness. Learn about Overkill Sterilization, Bioburden Sterilization, and Sterilizer Cycle development techniques. Dive into Cycle Development factors, Bioburden and D-value studies, Preparation steps, and the Validation Protocol for effective sterilization processes.

E N D
Definition Sterilization “The act or process, physical or chemical, that destroys or eliminates all viable microbes including resistant bacterial spores from a fluid or a solid.” Examples of sterilization methods are : steam treatment at 121℃, dry heat at 230℃, flushing with a sterilizing solution such as hydrogen peroxide (H2O2) or ozone (O3), irradiation, and filtration. Sterility “The reduction of anticipated levels of contamination in a load to the point where the probability of survival is less than 10-6.”
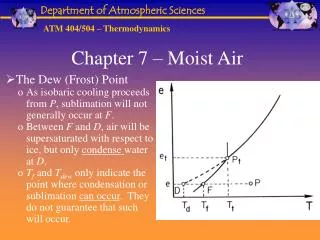
Definition D-value The time in minutes required for a one-log or 90% reduction of a specific microbial population under specified lethal conditions. For steam sterilization it is determined at a constant temperature z-value The number of degree of temperature change necessary to change the D-value by a factor of 10.
Definition F value(lethal rate, instantaneous Fo) The F value is a measurement of sterilization effectiveness. F(T,z) is defined as the equivalent time at temperature T delivered to a container or unit of product for the purpose of sterilization, calculated using a specific value of z. Fo value(accumulated Fo) The term "Fo " is defined as the number of equivalent minutes of steam sterilization at temperature 121.1°C delivered to a container or unit of product calculated using a z-value of 10°C. Fo = 10^((121-T)/z)*t
Methodology Overkill Sterilization Provides a minimum 12 log reduction of a resistant BI w/ a known D-value of not less than 1 minute. Required minimal information on the bioburden Bioburden/Bioindicator Sterilization Provides a probability of survival of less than 1 in 106 for the bioburden as demonstrated using a resistant BI w/ a known D-value. BI may not be inactivated Requires information on the numbers and heat resistance of the BI. Requires ongoing monitoring or control over bioburden.
Methodology Bioburden Sterilization Provides a probability of survival of less than 1 in 106 for the most resistance bioburden expected in the load. Requires information on the numbers and heat resistance of the BI. Requires ongoing monitoring or control over bioburden.
Sterilizer Cycle Gravity Displacement Difference of density Density of air at 20℃ = 1.2 g/ℓ Density of steam at 100℃ = 0.6 g/ℓ Effectiveness of air elimination depends on the rate of steam supply Air pocket : too rapidly Diffusion into the steam : too slowly, more difficult to remove Specially designed steam trap permitting the passage of large volume of air
Sterilizer Cycle Prevacuum cycle A more effective method By means of a mechanical vacuum pump or a steam eductor Vacuum as low as 15~20mmHg, apply for 8~10 min. Pulsing cycle A series of alternating steam pulses followed by vacuum excursions Air-steam mixture Terminal sterilization of large volume parenterals Air injection required to compensate the great expansion of air or nitrogen in the head space above the liquid Well mixed chamber : fan, raining effect by external pump w/ cooling
Cycle Development Consider factors into account Nature of the load : porous materials, heat sensitivity of the products Type of the sterilizer Employed containers and closures Heat stable product : overkill approach Heat liable product : bioburden approach Bioburden studies : number of microorganisms D-value studies : only highly resistant spore formers, BIER(biological indicator evaluator resistometer) Inoculate the spore into the actual solutions For solid materials, precut strips
Preparing for Validation Temperature sensing devices : T type thermocouples(copper-constantan) encased in flexible sheaths Premium grades of wire having 0.1℃ accuracy Temperature standards RTD traceable to the National Bureau of Standards , IPR, HTR Calibration of thermocouples At two temperatures : 0 ℃, 130 ℃ Correction factors Stability : 0.03℃ Accuracy : 0.5℃
Preparing for Validation Autoclave Validation nozzle and adaptor Data logger : digital output and multi-channel device BIs or biological challenges Loads
Validation Protocol Protocol should include Objectives of the validation Responsibilities of validation personnel and operating department personnel Identification and description of the sterilizer and its process control Identification of SOPs :equipment Calibration of instrument : SOPs and/or description Identification and calibration of the temperature monitoring equipment
Validation Protocol A description of the following studies Bioburden determination studies(if applicable) Empty chamber heat distribution studies Container mapping studies(if applicable) Loaded chamber heat penetration studies Microbiological challenge studies Evaluation of drug product cooling water(if applicable) Integrity testing of vent filter Acceptance criteria References Review and approval
Heat Distribution Studies To demonstrate the temperature uniformity and stability of the sterilizing medium throughout the sterilizer Conduct on both the empty and loaded chamber with max. and min. load configurations Acceptance criteria : Less than ±1℃of the mean temperature Conduct 3 runs to obtain consistent results Distribution of the thermocouples : geometrical representatives, exhaust drain, adjacent to the control sensor At least 10 probes, normally 15~20 probes
Heat Distribution Studies At loaded chamber heat distribution test, the thermocouples should be positioned in the same locations used for empty chamber heat distribution Avoid contacting solid surfaces Do not place within any containers Data should be obtained at regular intervals
Container Mapping To determine the coolest point within the liquid filled container Temperature mapping should be conducted on all the different container types, sizes and fill volume to be validated The number of the thermocouples used depends on the container volume Possible to use a single thermocouple at different positions, and can be conducted in a smaller autoclave or retort Penetration thermocouples should be positioned at the cold spot having lowest temperature or Fo
Heat Penetration Studies To determine the coolest point(s) within the specified load and configuration, and to assure that these points be consistently exposed to sufficient heat lethality Prior to conduct heat penetration studies, determine max. and min. load configurations Probed container at the cold spot should be distributed uniformly throughout the load Penetration thermocouple are positioned at points within the process equipment suspected to be the most difficult for steam heat penetration
Heat Penetration Studies Lethal rate can be determined from the temperature data by the following formula : L = log-1(To-Tb)/z = 10^((To-Tb)/z) A summation over time of the lethal rate at a series of temperature(accumulated lethality) Fo = 10^((121-T)/z)*t Regard to product stability
Microbial Challenge Studies Biological challenges are employed during heat penetration studies in order to demonstrate the degree of process lethality provided by the sterilization cycle Microorganism frequently utilized Overkill : Bacillus stearothermophilus and Clostridium sporogenes Bioburden : Calibrated BIs from environmental and process isolates such as E. coli Type of BI : Spore strips or spore suspension into the suspending medium Microbial challenge studies are conducted concurrently with the heat penetration studies
Validation Report Common elements of all reports : Identification of the task report by number Reference to protocol A brief summary of the range of operational conditions experienced and how they were controlled A procedure for maintaining control within the approved range A summary and analysis of the experimental results A brief description of any deviation Conclusion Review and approval Cycle development reports are not usually a part of the validation report
Maintenance of Validation A routine calibration program for all instruments critical to the operation of the sterilizer and its support system A preventative maintenance program including periodic operational rechecks and comparison to OQ record Routine monitoring of bioburden and periodic BI challenges(optionally) Operating records and equipment logs Process and equipment change control procedures including review to establish whether additional validations are required On-going validation
Controversial Issues Incubation of the sterility test : 7 days vs. 14 days USP provide information concerning critical parameters for Parameteric Release Reduction extent and frequency of revalidation Verification of D-value of BIs Use of alternative to B. stearothermophilus as a BI