Download
1 / 14
140 likes | 280 Views
L.B. Pervukhin. EXPLOSIVE WELDING: THEORY AND PRACTICE СВАРКА ВЗРЫВОМ: теория и практика. EPNM–2010. 250. The analysis of defects arising in the course of industrial production of bimetal by explosion welding. Change of joint durability on the sample length. 250.

E N D
L.B. Pervukhin EXPLOSIVE WELDING: THEORY AND PRACTICE СВАРКА ВЗРЫВОМ: теория и практика EPNM–2010
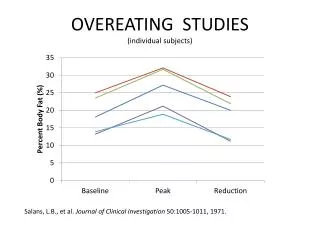
250 The analysis of defects arising in the course of industrial production of bimetal by explosion welding Change of joint durability on the sample length. 250 Distribution of joint durability to tearing off on length of sheet. «свищи», непровары вздутие Defects in clad sheet: faulty fusion at the initial stages, worm-holes, local tear-out of clad material
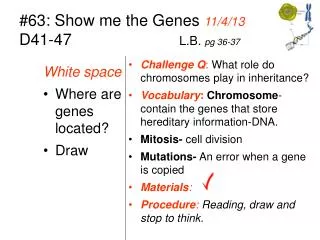
Method of "traps". The surface of a trap after welding of the Ti+Steel on air. The covering from a mix oxygen the titanium is observed on a surface. Fe, Fe3N The surface of traps after welding of the titan with a steel in argon is absent a covering. In this photo machining traces are visible.
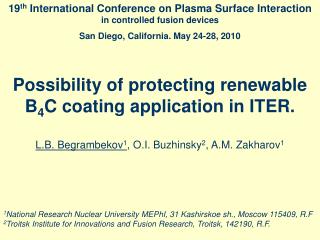
The scheme of calculation of shock-compressed gas area ahead of a contact point υ υ Vk • Two problems are in common solved: • Problems about the moved piston, define of gas parameters for shock-wave; • Problems about flow out velocity of gas from a welding gap; Vk – the contact point velocity ; Р0 – atmospheric pressure; Р1 – pressure in theshock-compressed gas υ - flow out velocity of gas from a welding gap; l– length of shock-compressed gas area mgr - The grasped weight of air mex - The expiring weight of air
Plastic deformation in the process of joint formation. Activation time of shock-compressed gas area is 0.9·10-4s Activation time of plastic deformation area is 1·10-7s p>>σд ε= l / l0 P –давление σд – динамический предел прочности l –длина линии соединения, l0– длина проекции
Technological bases of industrial manufacture • Choice of the scheme of welding with the account of properties of welded materials, features of narrow sides deformation and scraps of plating sheet • Rational technology of surfaces preparation of initial materials and assemblage of packages • Use as explosive mixtures of microporous ammonium-nitrate + diesel oil . • Minimising of influence of external factors for the account of performance of all operations on explosion welding preparation in shop. (On range the apportion of explosive is made only.) • Quality assurance at all stages of manufacture of bimetal.
Ready bimetal After explosion welding After heat treatment and editing
Industrial production of bimetals by explosion welding in Moscow region provides with: • The high quality confirmed with the certificate at a competitive price; • All-year industrial production; • Deadlines of performance of works from reception of the order before delivery; • Maintenance on request of the customer of a full cycle of manufacture, including heat treatment, furnish and carrying out of tests for conformity to requirements of standards and specifications. Co-production «Bitrub International Ltd» and FKP NII «Geodeziya»
Quality of clad metals is provided with: On-receipt inspection of raw materials • Manufacture technology • Control system of technological parameters during all manufacturing stages Finished clad metals are subjected to the next modes of inspection: • Ultrasonic checkout of joint continuity • Checkout of joint tearing strength, shearing strength and bending strength • Ultrasonic and metallographic checkout of clad layer thickness • Checkout of deflection from flat surface accuracy • Checkout of mechanical properties of base layer according to Customer’s requirements
The basic documents regulating quality of the bimetal received by explosion welding • ГОСТ 10885-85 • ТУ 27.32.09.010-2005 «Two-layer corrosion-resistant sheet steel produced by explosion welding » • ТУ 27.81.09.009-2005 «Two-layer feedstocks Steel + Titanium obtained by explosion welding » Foreign analogues • NC 501 General Specificacion(Франция) • AD Merkblatt W8, Iuli 1987, спецификация 1264 от 4.85.