Download
1 / 19
210 likes | 225 Views
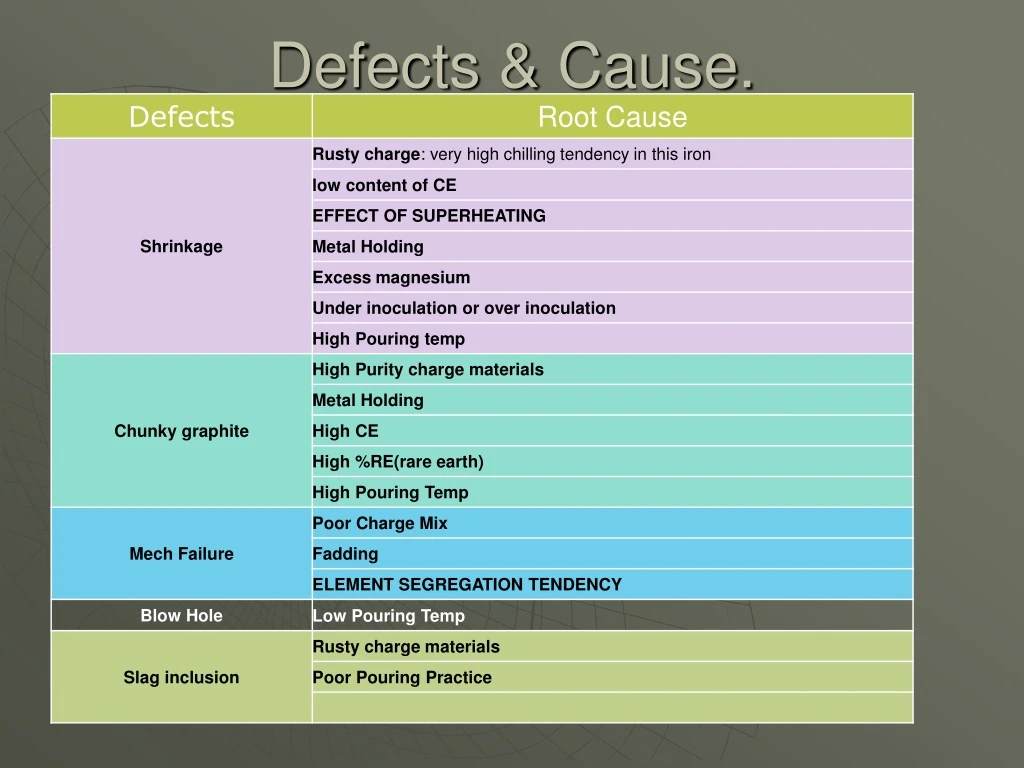
Learn about metallurgical casting defects such as shrinkage, graphite formation, inclusions, and their causes to improve casting quality. Explore solutions to prevent mechanical failures in various types of iron castings.

E N D
Outer sunks: Outer sunks (pull downs, sinks) can be seen from the outside of the casting, usually as a smooth depression in the casting surface. Macro shrinkage: Macro shrinkages are usually found inside the casting and close to heat centers. They appear as larger holes, Defect size >5mm Micro shrinkages: Micro shrinkages are smaller cavities with irregular surfaces. Defect size <3mm also called porosity Types of shrinkageDecrease in volume of the metal as it solidifies
Rusty charge: very high chilling tendency in this metal High Magnesium: Very high chilling tendency in this metal High magnesium content acts to promote carbidic microstructures and increase shrinkage Shrinkage
Effect of Superheating: the temperature of any melt is increased above the normal melt temperature (high superheat), nucleation has been reduced. Holding: The longer the hold times, at any temperature, the greater the loss of nucleation. Shrinkage
Shrinkage Under inoculation: Not enough to precipitate Carbon as a graphite Over inoculation: Too many nucleation points are active early in the solidification feeders become inactive and contraction takes place, there is no graphite
Chunky GraphiteEntrapment of gases in the cavity while pouring. Occurrence: were the casting thickness is more High RE: Excessive cerium in the metal will cause the chunky graphite. Wall thickness < 25 mm Ce 0,020 – 0,015 % 25 – 50 mm Ce 0,015 – 0,010 % 50 – 100 mm Ce 0,010 – 0,005 % 100 – 250 mm Ce 0,005 – 0,002 % 250 mm Ce 0,002 – 0,000 % High Purity Charge material: Charge more than 50% sorrel PI cause there is no trace element eg: Pb,Bi,Sb etc High Pouring Temp & Holding: Both will affect the nucleation of SG to form CHG. High CE: Increased volume of the graphite
Excess, rare earths can cause exploded graphite. At very high carbon equivalent (CE). Exploded graphite is normally found in thicker section castings with slow cooling rates. High purity charges are used which are low in detrimental tramp elements such as lead, bismuth, antimony, titanium etc Mechanical FailureExploded Graphite
At very high carbon equivalent (CE). The nodules, being of a lower density than the matrix, tend to float towards the surface of the casting. Mechanical FailureGraphite Flotation
CE shrinkage V1/V V2/V
Slag InclusionA product resulting from the action of a flux on the oxidized non-metallic constituents of molten metals.Occurrence: Any place of the casting • Rusty Charge: Charge containing oxide products (e.g:Rust CRS & Borings), that one oxidize the metal. it will cause Heavy slag formation in the metal. • Pouring Practice: Slag should be removed thoroughly. Metal level should be maintained 75% of basin capacity during the pouring. Min 300Kg metal maintained in the Basin
Non metallic inclusion: Excess residual Mg (>0.050%)in the metal react with oxygen & sulphur to form Mgo,Mgs respectively. It will appear on the surface of the casting. Low pouring Temp: mg easily react with Si to form Mgsi2 (During Inoculations) Turbulence: Rapid flow of metal into the mould Will cause Dross DrossNon metallic inclusion is called DrossOccurrence: Surface of the casting
Low Pouring Temp: Gas molecules not easily escape from the mould at low temp. Ti & Al content in metal: it will promote the evolution of the gas in the metal. Blow HoleEntrapment of gases in the cavity while pouring.Occurrence: Any place of the casting
Mechanical Failure The following Metallurgical defect Can cause the Mechanical failure. 1.Fading 2.Exploded Graphite 3.Chunky Graphite 4.Compacted Graphite 5.Graphite Flotation 6.Spiky Graphite
Holding the metal after treatment will cause Fading High Sulphur content in the bath Inadequate inoculation Mechanical FailureFading
Incorrect weighing of the nodulariser. Although a long holding time in the ladle or excessive temperatures. Mechanical FailureCompacted Graphite
Excess, Trace elements such as lead, bismuth, titanium and antimony present in the metal to form Spiky Graphite. Mechanical FailureSpikyGraphite
Grey & SG iron ASTM A48 (Class 30, 35, 40? Gray Iron Castings ASTM 159 or SAE J431 ( G4000, G3500, G3000, G2500, G1800) Automotive Gray Iron Castings ASTM A319 Class I, II, III Gray Iron Castings for Elevated TemperaturesASTM A436 (DIN 1694, BS 3468) Ni-Resist Castings, Austenitic Gray Iron Castings DIN 1691 (GG10, GG15, GG20, GG25, GG30, GG35) EN 1561 (EN-GJL-200, EN-GJL-250, EN-GJS-300, EN-GJS-350,EN-GJS-400, EN-GJS-500, EN-GJS-600, EN-GJS-700) , ISO 185 SG IRON ASTM A536 (60-40-18, 65-45-12, 80-55-06?100-70-03, 400-15, 500-7, 600-3) Ductile Iron Casting ASTM A439 (DIN 1694, BS 3468) Austenitic Ductile IronASTM A897 Austempered Ductile Iron ADI ASTM A571 Low Temp, Pressure-Containing DIN 1693 (GGG-30, GGG-40, GGG-50, GGG-60, GGG-70, GGG-80) EN 1563 (EN-GJS-400-15, EN-GJS-450-10, EN-GJS-500-7, EN-GJS-600-3, EN 1563 EN-GJS-400-18-LT) SAE J434(D4018, D4512, D5506?D5504?D7003, D700, D800, D400) ISO 1083, BS 2789
