Download

1 / 15
150 likes | 163 Views
This study focuses on dynamic modeling, optimization, and control of a CO2 stripper at the Kårstø gas plant, aiming to produce pure ethane and manage CO2 content in sales gas. The research covers modeling improvements, verification, operation optimization, and control strategies. It includes a detailed analysis of the plant's processes and constraints to enhance efficiency.

E N D
Dynamic modeling, optimization and control of a CO2 stripper Marie Solvik Supervisors : Sigurd Skogestad and Marius Støre Govatsmark
Contents • Introduction • Kårstø and the CO2-stripper • Modeling • Speeding up the model • Improvements • Model fitting • Model verification • Model dynamics • Steady state- Optimization • Cost function • Prices • Constraints • Further work
Kårstø Rich gas and condensate from North Sea fields are sent onshore through piplines to the gas processing plant at Kårstø The gas plant at Kårstø has different tasks: Remove impurities Liquid extraction from the rich gas Fractionation into pure liquid products such as ethane, propane, i-buthane, n-buthane and naptha. Sales gas sent through pipelines to Germany Liquiq products stored at Kårstø and shipped world wide
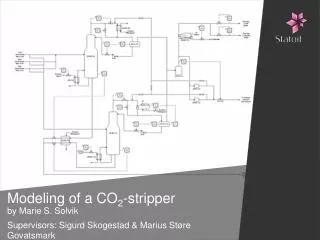
QC CO2-stripper PC PC LC • Objectives • Produce pure ethane product • Keep the CO2 content in the sales gas within the limit. LT, XLT FC F, z, hf • 75 stages including reboiler and reflux tank • Bottom product – purified ethane • Distillate – Offgas (CO2, ethane and some methane) • Feed – raw ethane (mix of ethane, CO2 and methane) LC QR B, xB
Modeling • Previous Matlab model • - slow • - strange steady state pressure profile through the column • - needs improvements Speeding up the model • Reduce the number of stages • Remove the root solver in the SRK function by adding to new states and two new algebraic equations • Speed increased from 2120 s to 49 s
Improvements • Improving the steady state pressure profile -The vapor flows are calculated based on the pressure drop between each stage
Stationary Model fitting • The model was fitted to the actual plant • Parameters were adjusted to meet the product rate, column compositions and column pressure at a given operation point.
Temperature • Temperature profile shows deviations from the actual process • The temperature in the bottom of the column is considerably lower in the model than in the measurements from the plant. • The absence of propane in the model would give lower temperature.
Model verification • The fitted model was verified to operation points 1-3. 1. High feed rate + high content of ethane in the top stage 2. Low feed rate with a high content of methane + high content of ethane in the top stage 3. Low feed rate low content of methane+ low content of ethane in top • Changing F, zF and set points of the controllers.
Model dynamics • Step response models from the existing MPC are use to compare • Step response models for XB,CO2, YT,c2 and LT have been studied for 1% steps in QR, QC and F. • 1% step changes were simulated for QR, QC and F. The response of XB,CO2, YT,c2 and LT are given as blue graphs . The red graphs show the step response model from the MPC.
Steady state - Optimization Optimal operation of the CO2-stripper will depend on the entire process cost function J =-PDD-PBB +PFF +PvV Prices The prices of the products and the feed will vary depending on the plant situation. Throughput at Kårstø is independent of operation of ethane plant/CO2-stripper (base case- use actual price of feed, energy and products) Throughput at Kårstø plant is limited of maximum CO2-content in sales gas (use suitable “shadow” prices) Throughput at Kårstø plant is limited by maximum steam production
QC D PC PC LC • Degrees of Freedom • QC • QR • Feed • Constraints • QH-Boilup duty –limited reboiler capacity / refrigeration system • F - maximum available feedrate to CO2-stripper • B-Constrained by cooling capacity • D-Constrained by the steam boilers • D-Constrained by steam production capacity • XB-Impurity constraints of bottom product LT FC F, z, hf LC QR B, xB
Further work Optimization Find optimal operation for different (available) feed rates, feed composition and prices Use optimization results to identify primary control variables: Optimal active constraints and/or unconstrained variables Control Use model predictive control (MPC) to implement (supervisory) control to handle (expected) varying optimal active constraints. Study the dynamic behavior of the CO2-stripper. The dynamic behavior in the top part of the column is expected to be strongly nonlinear / varying a lot.