Download
1 / 5
50 likes | 161 Views
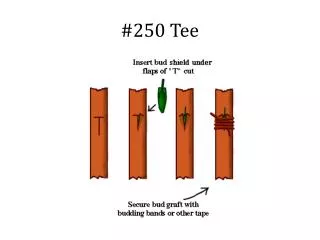
Straight tee Lacing with Epoxy. B. Stratton, S. Raftopoulos, and E. Gilsenan 8-15-05. Overview. Double-sided tape works well to hold lacing ends together but there is concern that heat of VPI process could melt adhesive Epoxy will prevent this

E N D
Straight tee Lacing with Epoxy B. Stratton, S. Raftopoulos, and E. Gilsenan 8-15-05
Overview • Double-sided tape works well to hold lacing ends together but there is concern that heat of VPI process could melt adhesive • Epoxy will prevent this • Part of side two of straight tee was rebuilt with all-around lacings (yellow pattern) • Lacing tightening tool used • Hysol epoxy (room temperature cure) applied in two ways: • Clamps 1-3: epoxy applied only in ~1” region below double-sided tape • Clamps 4-6: epoxy applied over entire exposed area of glass tape (not desirable because it would impede epoxy penetration during VPI process)
Changes in pack width and height when clamps are released • Changes are values with top and side clamps loose minus values with top clamps torqued to 30 in-lbs and side clamps against stops • Width changes are small • Average height changes are 0.030” for positions 2-3 and 0.023” for positions 4-5 (positions 1 and 6 not included to avoid end effects)
Change in pack width and height when pack is vertically compressed • Changes are values with top clamps torqued to 35 in-lbs and side clamps loosened minus values with top clamps torqued to 30 in-lbs and side clamps against stops • Width change small • Average height change is -0.026” for positions 2-3 and -0.016” for positions 4-5
Conclusion • Baseline plan is to use all-around lacing tightened with tightening tool; lacing ends attached with double-sided tape and ~1” of Hysol epoxy on side below double-sided tape • Will give adequate dimensional control of winding pack width and height • Coating entire exposed area of glass tape with epoxy gives somewhat better control of pack height than coating a ~1” high area, but is not acceptable because the large area involved would impede epoxy penetration during the VPI process