Download
1 / 1
10 likes | 112 Views
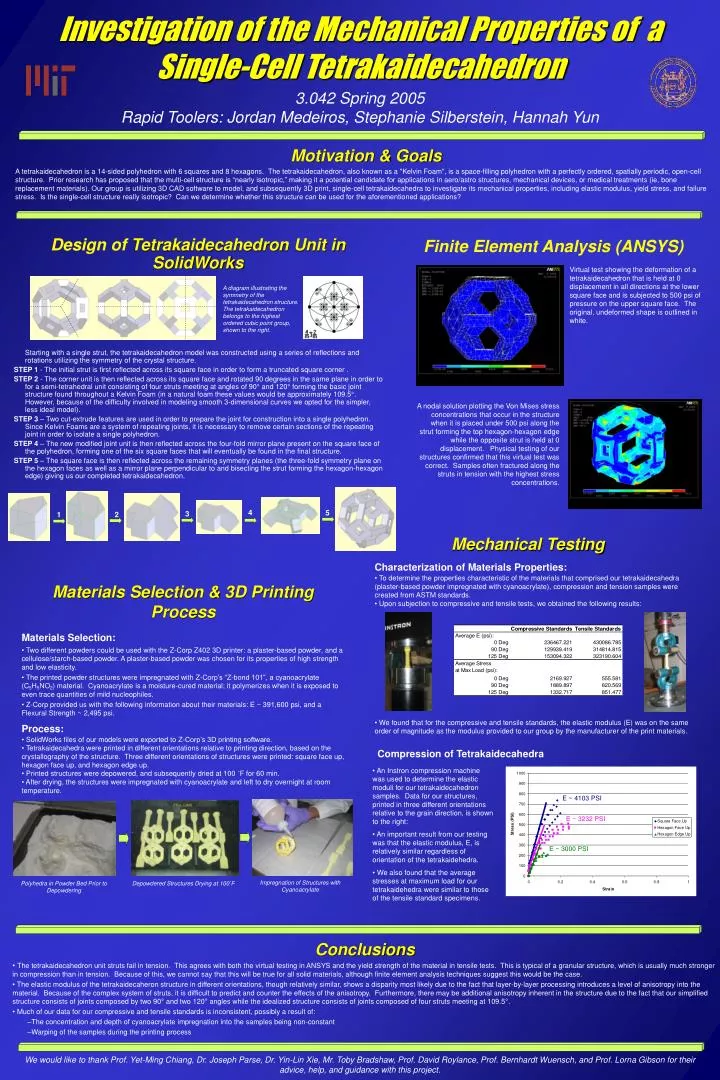
Finite Element Analysis (ANSYS). A diagram illustrating the symmetry of the tetrakaidecahedron structure. The tetrakaidecahedron belongs to the highest ordered cubic point group, shown to the right.

E N D
Finite Element Analysis (ANSYS) A diagram illustrating the symmetry of the tetrakaidecahedron structure. The tetrakaidecahedron belongs to the highest ordered cubic point group, shown to the right. Virtual test showing the deformation of a tetrakaidecahedron that is held at 0 displacement in all directions at the lower square face and is subjected to 500 psi of pressure on the upper square face. The original, undeformed shape is outlined in white. A nodal solution plotting the Von Mises stress concentrations that occur in the structure when it is placed under 500 psi along the strut forming the top hexagon-hexagon edge while the opposite strut is held at 0 displacement. Physical testing of our structures confirmed that this virtual test was correct. Samples often fractured along the struts in tension with the highest stress concentrations. Impregnation of Structures with Cyanoacrylate Polyhedra in Powder Bed Prior to Depowdering 4 5 3 1 2 • Materials Selection & 3D Printing Process • Materials Selection: • Two different powders could be used with the Z-Corp Z402 3D printer: a plaster-based powder, and a cellulose/starch-based powder. A plaster-based powder was chosen for its properties of high strength and low elasticity. • The printed powder structures were impregnated with Z-Corp’s “Z-bond 101”, a cyanoacrylate (C5H5NO2) material. Cyanoacrylate is a moisture-cured material; it polymerizes when it is exposed to even trace quantities of mild nucleophiles. • Z-Corp provided us with the following information about their materials: E ~ 391,600 psi, and a Flexural Strength ~ 2,495 psi. • Process: • SolidWorks files of our models were exported to Z-Corp’s 3D printing software. • Tetrakaidecahedra were printed in different orientations relative to printing direction, based on the crystallography of the structure. Three different orientations of structures were printed: square face up, hexagon face up, and hexagon edge up. • Printed structures were depowered, and subsequently dried at 100 ˚F for 60 min. • After drying, the structures were impregnated with cyanoacrylate and left to dry overnight at room temperature. Depowdered Structures Drying at 100˚F Investigation of the Mechanical Properties of a Single-Cell Tetrakaidecahedron 3.042 Spring 2005 Rapid Toolers: Jordan Medeiros, Stephanie Silberstein, Hannah Yun Motivation & Goals A tetrakaidecahedron is a 14-sided polyhedron with 6 squares and 8 hexagons. The tetrakaidecahedron, also known as a "Kelvin Foam", is a space-filling polyhedron with a perfectly ordered, spatially periodic, open-cell structure. Prior research has proposed that the multi-cell structure is “nearly isotropic,” making it a potential candidate for applications in aero/astro structures, mechanical devices, or medical treatments (ie, bone replacement materials). Our group is utilizing 3D CAD software to model, and subsequently 3D print, single-cell tetrakaidecahedra to investigate its mechanical properties, including elastic modulus, yield stress, and failure stress. Is the single-cell structure really isotropic? Can we determine whether this structure can be used for the aforementioned applications? Design of Tetrakaidecahedron Unit in SolidWorks Starting with a single strut, the tetrakaidecahedron model was constructed using a series of reflections and rotations utilizing the symmetry of the crystal structure. STEP 1 - The initial strut is first reflected across its square face in order to form a truncated square corner . STEP 2 - The corner unit is then reflected across its square face and rotated 90 degrees in the same plane in order to for a semi-tetrahedral unit consisting of four struts meeting at angles of 90° and 120° forming the basic joint structure found throughout a Kelvin Foam (in a natural foam these values would be approximately 109.5°. However, because of the difficulty involved in modeling smooth 3-dimensional curves we opted for the simpler, less ideal model). STEP 3 – Two cut-extrude features are used in order to prepare the joint for construction into a single polyhedron. Since Kelvin Foams are a system of repeating joints, it is necessary to remove certain sections of the repeating joint in order to isolate a single polyhedron. STEP 4 – The new modified joint unit is then reflected across the four-fold mirror plane present on the square face of the polyhedron, forming one of the six square faces that will eventually be found in the final structure. STEP 5 – The square face is then reflected across the remaining symmetry planes (the three-fold symmetry plane on the hexagon faces as well as a mirror plane perpendicular to and bisecting the strut forming the hexagon-hexagon edge) giving us our completed tetrakaidecahedron. Mechanical Testing • Characterization of Materials Properties: • To determine the properties characteristic of the materials that comprised our tetrakaidecahedra (plaster-based powder impregnated with cyanoacrylate), compression and tension samples were created from ASTM standards. • Upon subjection to compressive and tensile tests, we obtained the following results: • We found that for the compressive and tensile standards, the elastic modulus (E) was on the same order of magnitude as the modulus provided to our group by the manufacturer of the print materials. • An Instron compression machine was used to determine the elastic moduli for our tetrakaidecahedron samples. Data for our structures, printed in three different orientations relative to the grain direction, is shown to the right: • An important result from our testing was that the elastic modulus, E, is relatively similar regardless of orientation of the tetrakaidehedra. • We also found that the average stresses at maximum load for our tetrakaidehedra were similar to those of the tensile standard specimens. Compression of Tetrakaidecahedra • Conclusions • The tetrakaidecahedron unit struts fail in tension. This agrees with both the virtual testing in ANSYS and the yield strength of the material in tensile tests. This is typical of a granular structure, which is usually much stronger in compression than in tension. Because of this, we cannot say that this will be true for all solid materials, although finite element analysis techniques suggest this would be the case. • The elastic modulus of the tetrakaidecaheron structure in different orientations, though relatively similar, shows a disparity most likely due to the fact that layer-by-layer processing introduces a level of anisotropy into the material. Because of the complex system of struts, it is difficult to predict and counter the effects of the anisotropy. Furthermore, there may be additional anisotropy inherent in the structure due to the fact that our simplified structure consists of joints composed by two 90° and two 120° angles while the idealized structure consists of joints composed of four struts meeting at 109.5°. • Much of our data for our compressive and tensile standards is inconsistent, possibly a result of: • The concentration and depth of cyanoacrylate impregnation into the samples being non-constant • Warping of the samples during the printing process We would like to thank Prof. Yet-Ming Chiang, Dr. Joseph Parse, Dr. Yin-Lin Xie, Mr. Toby Bradshaw, Prof. David Roylance, Prof. Bernhardt Wuensch, and Prof. Lorna Gibson for their advice, help, and guidance with this project.