Download
1 / 37
440 likes | 820 Views
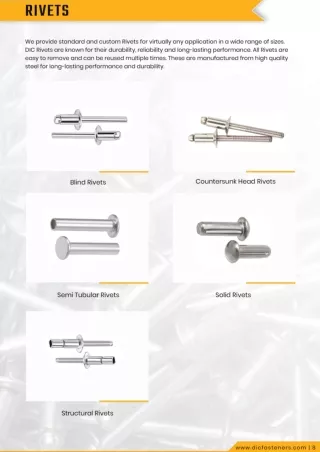
Rivets, HS-bolts, and Bolting Specifications. CE671 – Lecture 4. Rivets. One of the oldest forms of fastener in structural joints Common up until 1960’s Used in buildings and bridges Used in wrought iron and steel Replaced by HS bolts and welding Required 4-5 skilled laborers Fireman

E N D
Rivets, HS-bolts, and Bolting Specifications CE671 – Lecture 4
Rivets • One of the oldest forms of fastener in structural joints • Common up until 1960’s • Used in buildings and bridges • Used in wrought iron and steel • Replaced by HS bolts and welding • Required 4-5 skilled laborers • Fireman • Toss man • Catcher • Riveter (2)
Discussion • Rivets • A307 Bolts • A325 HS-Bolts • A490 HS-Bolts
Rivet Installation • Installed though multiple plates • Generally installed as “hot” rivets • About 1,800 F • Components drawn together with clamps or bolts • Rivet inserted into hole and the “driven” • Pressed or hammered • Head is formed by driving process • As the rivet cools, it shrinks thereby introducing precompression into the joint
Rivet Crew HOT
Rivet Installation • When rivet is driven it expands laterally into the hole • Expansion “fills” the hole and reduced likelihood of slip • M only occur on outer plies • When rivet cools, it will contract longitudinally and diametrically • Diametric contraction which can increase clearance some small amount
3/4 7/8 1
Rivet Performance • Precompression depends on: • Joint stiffness • Driving and finishing temperature • Driving pressure. • Hot-driven rivets can develop clamping forces that approach the yield load of a rivet • Considerable variation in clamping forces is generally observed • As the grip length is increased, the residual clamping force tends to increase
Effects of Driving • Driving generally increases the strength of rivets • For hot-driven rivets • machine driving increased the rivet tensile strength by about 20% • Pneumatic hammer increases rivet tensile strength about 10% • Hot working of the material
Rivet Strengths / Types • Three structural rivet steels: • ASTM A502 grade 1, carbon rivet steel for general purposes • ASTM A502 grade 2, carbon-manganese rivet steel • Suitable for use with high-strength carbon and high-strength low-alloy structural steels • ASTM A502 grade 3, • Similar to grade 2 but with enhanced corrosion resistance • Rivet steel strength is specified in terms of hardness requirements • There are no additional material requirements for strength or hardness in the driven condition
Rivets Material Specifications • Strengths vary with type: • ASTM A502 Grade 1 about 60 ksi • ASTM A502 Grade 2 & 3 about 80 ksi • Variations in driving temperature between 1,800 F and 2,300 F does not affect strength
A307 Bolts • A307 are low-carbon fasteners • Typically available ¼ to 4 inch diameter • Min. specified tensile strength of 60 ksi • May be galvanized without concern • Will develop some pretension force • No specified tightening procedures • Relatively low strength • Hence, can’t design as friction connection
A325 HS-Bolts • A325 is a carbon steel bolt • Available in ½ to 1-½ inch diameters • Can be specified in two types • Used to be three • Head is heavy hex • Head must indicate bolt type • Minimum tensile strength • 120 ksi up to 1 inch • 105 ksi > 1 inch
Material Specification Underline if Type 3 bolt (weathering steel) Manufacturer (initials or abbreviation; here“Cordova Bolt”) Markings A325 Otherwise, Type 1 – standard (Type 2 discontinued) COR
A325 HS-Bolts • A325 used to be available in three types • Type 1 – Medium carbon steel (high temp) • Type 2 – Low carbon martensitic steel • Type 3 – Corrosion resistant for use with weathering steels • Type 2 was could only be used for “atmospheric” temperature conditions, but was discontinued since no need for it • If not specified, Type 1 or Type 3 can be provided by supplier • Usually Type 1 will be specified
A325 HS-Bolts • Can be reused as long as nut can be run up the threads by hand • Usually 1 or 2 times • If galvanized, reuse is not permitted • Can be hot-dipped or mechanically galvanized • Galvanized bolts and nuts must be thought of as an assembly • Can’t mix types of galvanizing • Galvanizing will affect tightening procedures
A490 HS-Bolts • A490 is a alloy steel bolt • Available in ½ to 1-½ inch diameters • Can be specified in two types • Used to be three • Head is heavy hex • Head must indicate bolt type • Minimum tensile strength • 150 min ksi all sizes • 170 ksi max (No upper limit on A325)
A490 HS-Bolts • A490 used to be available in three types • Type 1 – Medium carbon steel (high temp) • Type 2 – Low carbon martensitic steel • Type 3 – Corrosion resistant for use with weathering steels • Type 2 was discontinued since no need for it • If not specified, Type 1 or Type 3 can be provided by supplier • Usually Type 1 will be specified
A490 HS-Bolts • Galvanizing is prohibited • High strength steel is susceptible to hydrogen embitterment • Usually issue with steels with strengths over 200 ksi • But considered close enough to 170 ksi • A490 HS-Bolts CAN NOT BE REUSED • Insufficient ductility
Why Can’t We Reuse Some HS Bolts? • Pretension involves deformation of the bolt, primarily in the threads • Black A-325 bolts can tolerate multiple cycles of elongation • However, A490 and galvanized A325 are not consistently capable of undergoing more than one pretensioning cycles
Connect Plies • Can only apply specifications if: • All plies are steel • There are no compressible layers • i.e., no gaskets • Must only have steel to ensure precompression can be achieved • Compressible layers will result in loss of pre-tension
Installation Techniques • Generally four accepted procedures: • Turn-of-the nut • Calibrated wrench • Twist-off-type bolt • Direct-tension-indicator (DTI) • All have been researched and are acceptable for most applications • All require a minimum preload of 70% of specified minimum tensile strength
Turn-of-the Nut • After snugging the joint, the bolt shank and nut is marked and then a specific amount of rotation is induced between the nut and the bolt • Generally results in more uniform bolt pretensions than torque-controlled methods • Based on strain control • Deformation of bolt related to angle of thread • Requires joint is “compacted” prior to tightening (All plies in contact) • Current guidance on rotation requirements does not apply to bolts longer than 12db
Calibrated Wrench • Representative sample of three bolts must be selected to calibrate a wrench • For each diameter, length, and grade • Tensioned in a Skidmore-Wilhelm on site • Wrench is then set to cut out at that torque • The wrench becomes "calibrated" • Rotation must be limited to a specific value • Calibration is required every day • Actual results of tension in bolts produced by this method are acknowledged to be highly variable • Not allowed in Canada
Calibrated Wrench Skidmore-Wilhelm
Twist-off-type Bolt • Covered by ASTM F1852 • Function by calibrating the torque needed to twist off a splined extension manufactured into the bolt shank • Made correctly, the "twist-off" will occur at a bolt tension above the minimum preload • Can be tightened from one side
Twist-off-type Bolt • Require special equipment • More expensive than regular bolts • But less labor • Hard to find in galvanized • Rumored
Direct-tension-indicator (DTI) • Covered by ASTM F959 • Can be thought of a load cell • Independent of torque • Issues with oversized holes • Issues with soft washers for galvanizing applications • ASTM F436 will be modified to ensure hard washers
Bolt Specifications • See www.boltcouncil.org • Research Council on Structural Connections • Established January 1947 • Provides general standards on bolting, bolts, installation, and inspection • Current specifications available for free on website
Also, the most important book on connections is available for free from the RCSC website