Download
1 / 13
200 likes | 850 Views
An Analysis of Plunger Temperature during Glass Parison Pressing . P. Lankeu-Ngankeu and E. Gutierrez-Miravete Department of Engineering and Science Rensselaer at Hartford . Introduction. Glass container forming is done using two sets of mold: Blank and Blow molds

E N D
An Analysis of Plunger Temperature during Glass Parison Pressing P. Lankeu-Ngankeu and E. Gutierrez-Miravete Department of Engineering and Science Rensselaer at Hartford
Introduction • Glass container forming is done using two sets of mold: Blankand Blowmolds • There are two main processes used in container forming Blow and Blow and Press and Blow • The parison is formed in the blank mold and blown into the final bottle shape in the blow mold • In the Press and Blow process, the parison is created by driving a metal plunger into the loaded gob • The plunger needs to be at a prescribed operating temperature to avoid causing checks. Objective: Model the temperature on the plunger outside surface during the pressing cycle of the glass
Glass Bottle Forming Processes Press and Blow Process Blow and Blow Process
Motivation Modeling and Plunger Temperature during Glass Parison Pressing • Heating of the plunger outside surface due to glass contact. • Cooling from the cooling tube on the inside surface of the plunger. • Temperature change on the plunger outside surface due to cyclical contact with the glass gob. Plunger
Model Description • Model of a Emhart Glass Research Center (EGRC) longneck beer plunger • Two cases: • A 2D axissymmetric model • A full 3D model • 1s duration for gob loading (the glass is not in contact with the plunger surface~cooling cycle). • 1s duration for parison pressing (the glass rides down on the plunger~heating cycle).
Governing Equation The heat equation for constant thermo-physical properties: For the 2D axissymmetric case: For the full 3D case:
The glass gob is at a temperature of 1273K. The initial temperature of the plunger is taken to be 773K. Introduce functions Zs(t) to characterize glass motion on the plunger, Zs(t) = 0 when the plunger is not in contact with the glass Model Assumptions
Boundary Conditions • The plunger inside surface is subjected to convective cooling to keep the plunger temperature down. However, the heat transfer coefficient is doubled at the tip due to impingement. • The outside surface is subjected to both convection and radiation from the glass • All other surfaces are insulated
Mesh and Solution • Using free mesh parameters, 392 elements for 2D axissymmetric model, less than 30s to compute 10 cycles • For 3D full model, 23705 elements with around 7min of computation time • The mesh was refined at the plunger tip
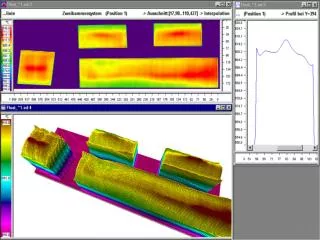
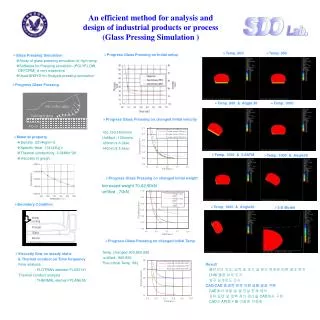
Results (2D Model) • The tip of the plunger shows the largest temperature variations through the 10 heating and cooling cycles. • The plunger tip heats up more rapidly than the rest of the plunger due to longer glass contact time.
Summary • The COMSOL model has provided useful insight into the plunger temperature variation examined here. • Our model uses a simplified glass motion on the plunger surface, We could attempt using motion profiles from the plant • We do not solve for the internal cooling inside the plunger • We have a tool that can provide some qualitative reference for monitoring plunger temperature in the future