Download
1 / 36
420 likes | 635 Views
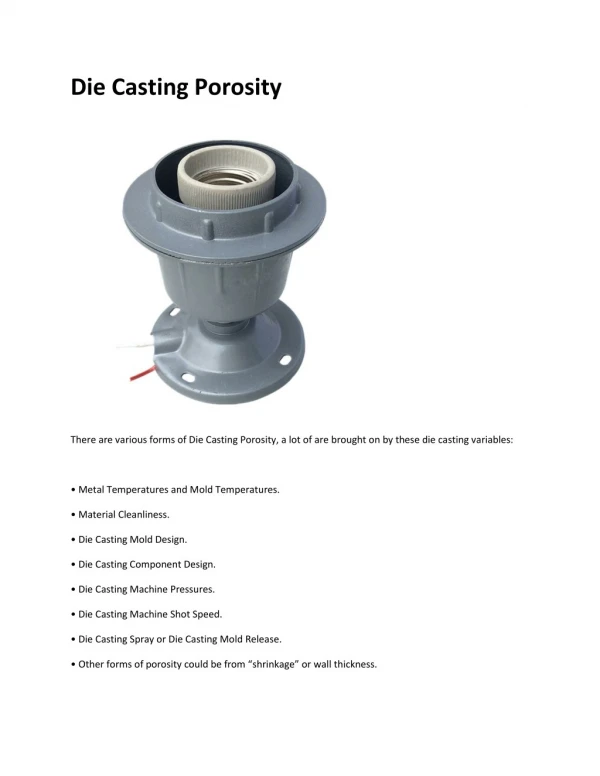
NADCA DMC Meeting. In-plant Benchmarking of Die Steels St. Clair Die Casting Case Western Reserve University Bohler Uddeholm Dunn Steel . February 2005. METHOD Two dies, each with four cavities are currently participating in the benchmarking at St. Clair Die Casting.

E N D
NADCA DMC Meeting In-plant Benchmarking of Die Steels St. Clair Die Casting Case Western Reserve University Bohler Uddeholm Dunn Steel February 2005
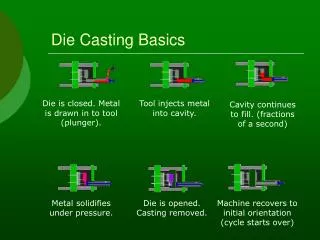
METHOD Two dies, each with four cavities are currently participating in the benchmarking at St. Clair Die Casting. - Tank tread heat sink - Semi-trailer wheel hub Different die steels were used to fabricate the inserts. Castings from the production line are evaluated at Case for fins. The assumption is these fins represent the severity of thermal fatigue cracks in the inserts.
Tank tread heat-sink casting (four cavity die) # 21 QRO 90 # 20 QRO 90 # 23 Dievar # 22 Dievar
DIE CAST ALUMINUM HEAT SINKS FOR TANK TRACKS Material: A380 Size:4.5”x2.5”x1.15” Weight: 1.1 pounds ABSORB HEAT FROM THE RUBBER, EXTEND TRACK LIFE, PREVENT STRIP-OFF FAILURE
Evaluation of Heat Checking in Tank Tread Heat Sink Inserts • Castings produced in 4 steel inserts were analyzed: • Part # 20: QRO 90 die (44-46HRC) • Part # 21: QRO 90 die (44-46HRC) • Part # 22: Dievar die (49HRC) • Part # 23: Dievar die (49HRC) • Part # 30: “Soft Dievar”(42-43HRC) • Part # 31: “Soft Dievar”(42-43 HRC)
Cracking Evolution - Casting # 20 (QRO 90) #20 58,360 #20 33,000 Welded Area #20 93,250 #20 112,740
Cracking Evolution - Casting # 21 (QRO 90) #21 33,000 #21 58,360 #21 93,250 #21 112,740
Castings # 22 and # 23 (Dievar) After 112,740 shots #22 112,740 #23 112,740
Cracking Evaluation on Die Cast Parts • Two parameters were employed: • Total Crack Length - sum of the crack lengths on a sampled area. • Average Maximum Crack Depth - average of the profile depth, taken across the 3 cracks identified as the deepest on the sampled area.
Sampled Area Appearance After 93,250 shots #21 (QRO 90) 93,250 shots #20 (QRO 90) 93,250 shots #23 (Dievar) 93,250 shots #22 (Dievar) 93,250 shots
Sampled Area Appearance After 112,740 shots #20 (QRO 90) 112,740 shots #21 (QRO 90) 112,740 shots #22 (Dievar) 112,740 shots #23 (Dievar) 112,740 shots 23
Total Crack Length The length of the cracks on the sampled area were measured using an Image Analysis system.
Total Crack Length - CrackMarking • The cracks are marked and automatically quantified • The crack length is summed, resulting in a number equal to the Total Crack Length QRO90
Total Crack Length – Tank Tread Heat Sink Insert # 20 welded
Average Maximum Crack Depth The profile height across the cracks was determined by profilometry measurements.
Average Maximum Crack Depth The 3 deepest cracks were visually identified on the sampled area.
Average Maximum Crack Depth Measurements were taken across the selected cracks, and the depth of the cracks (height of the profile on the part) averaged. Profilometer Profilometer Casting
Evaluation of “Soft Dievar” for Rapid Tooling Applications Objective Compare performance of a “soft” 42-43 HRC Dievar insert made from pre-hardened material to a “hard” Dievar insert at 48-49HRC insert made by traditional methods. Method The two inserts are run side by side in a four cavity die. The hard 48-49HRC insert had 178,501 shots prior to being returned to service.
22 20 Dievar 49HRC QRO 90 44-46HRC 23 21 @178,501 Shots QRO-90 beyond repair (first repair at 33,000) Performance Record for Tank Track Inserts Die AM703 6/03-5/04 1/05 - 2/3/05(still running) 22 30 Dievar 49HRC “Soft”Dievar 42-44HRC 23 31 @204,088 Shots @30,395 Shots Heat checking on back, cover side
Performance Record for Tank Track Inserts Die AM703 30 22 Dievar 49HRC “Soft”Dievar 42-44HRC 23 31 @30,395 Shots Heat checking on back, cover side @204,088 Shots
Cracking Evaluation on Wheel Hub Cap Castings produced in 4 steel die casting dies were analyzed: Part # 21 : H13 insert (Dynablue coated) Part # 22D : Dievar insert (Uncoated) Part # 23M: Marlok insert (Uncoated) Part # 24 : H13 insert (Dynablue coated)
Cracking Evolution - Casting # 23M (Marlok) #23M (Marlok) 48,785 #23M (Marlok) 37,872 #23M (Marlok) 131,716 #23M (Marlok) 115,921
Cracking Evolution - Casting # 24 (H13) #24 (H13) 48,785 #24 (H13) 37,872 #24 (H13) 115,921 #24 (H13) 131,716
Casting # 22D (Dievar) #22D (Dievar) 131,716 #22D (Dievar) 37,872
0.5" Sampling Procedure Areas with the highest crack density were visually identified and the surface replicated. #23M (Marlok) 131,716
Sampled Area Appearance - Replica #23M #24 48,785 shots #23M #24 115,921 shots #23M #24 131,716 shots
Conclusions The results show that the Dievar with a hardness of 49 HRC is the best and has maximum life for the Tank tread heat sink. The QRO90with a hardness of44-46 HRC was second and the soft Dievar at 42-44 HRC was the worst. The Semi-trailer wheel hub also provided the best results with Dievar (44-46 HRC). This was followed by the H13 (44-46 HRC) with considerably more cracks. Marlok (44-46 HRC) provided the worst results.
Acknowledgements This research work is supported by DOD funds provided through by ATI. The NADCA and the members of Die Materials Committee in that Association approved this work and provided background. The appreciation of this group of people is hereby acknowledged.