Download
1 / 32
710 likes | 2.75k Views
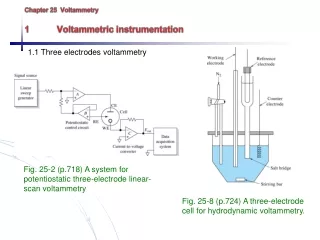
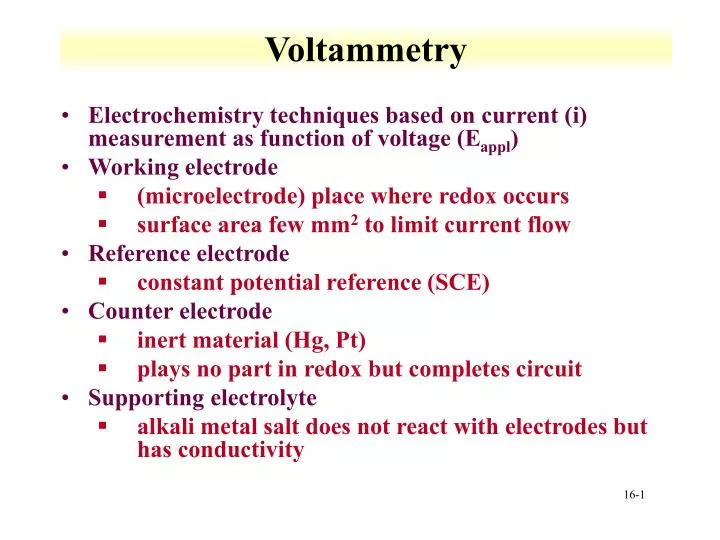
Voltammetry. Electrochemistry techniques based on current (i) measurement as function of voltage (E appl ) Working electrode (microelectrode) place where redox occurs surface area few mm 2 to limit current flow Reference electrode constant potential reference (SCE) Counter electrode

E N D
Voltammetry • Electrochemistry techniques based on current (i) measurement as function of voltage (Eappl) • Working electrode • (microelectrode) place where redox occurs • surface area few mm2 to limit current flow • Reference electrode • constant potential reference (SCE) • Counter electrode • inert material (Hg, Pt) • plays no part in redox but completes circuit • Supporting electrolyte • alkali metal salt does not react with electrodes but has conductivity
Voltammetry • Potentiostat (voltage source) drives cell • supplies whatever voltage needed between working and counter electrodes to maintain specific voltage between working and reference electrode • Almost all current carried between working and counter electrodes • Voltage measured between working and reference electrodes • Analyte dissolved in cell not at electrode surface
Method • Excitation signal applied • Wave response based on method • Linear • Differential pulse • Square wave • Cyclic • Developed current recorded
Potential ranges • Number of useful elements for electrodes • Pt • Hg • C • Au • Limits • Oxidation of water • 2H2O->4H+ +O2(g) + 4e- • Reduction of water • 2H2O+ 2e- ->H2 + 2OH-
Overpotential • Overpotential h always reduces theoretical cell potential when current is flowing • h = Ecurrent - Eequilibrium • Overpotential due to electrode polarization: • concentration polarization - mass transport limited • adsorption/desorption polarization - rate of surface attach/detachment • charge-transfer polarization - rate of redox reaction • reaction polarization - rate of redox reaction of intermediate in redox reaction • Overpotential means must apply greater potential before redox chemistry occurs
Voltammograms • Current against applied voltage • Increase in current at potential at which analyte is reduced • Reaction requires electrons • supplied by potentiostat • Half wave potential (E1/2) is close to E0 for reduction reaction • Limiting current proportional to analyte activity
Methods • Current is just measure of rate at which species can be brought to electrode surface • Stirred - hydrodynamic voltammetry • Nernst layer near electrode • Diffusion layer • Migration • convection
Methods • Analyte (A) and product (P) • In stirred solution convection dominates
Methods • Current is a measure of how fast the analyte can go to electrode surface
Hydrodynamic • Single voltammogram can quantitatively record many species • Requires sufficient separation of potentials • Need to remove O2
Hanging Hg electrodePolarography • Differs from hydrodynamic • unstirred (diffusion dominates) • dropping Hg electrode (DME) is used as working electrode • current varies as drop grows then falls off
Linear Scan • Advantages of DME • clean surface and constant mixing • constant current during drop growth • No H2formation • Disadvantages of DME: • Hg easily oxidized • cumbersome to use
Cyclic Voltammetry • Oxidation and reduction • Variation of rates • Peak potentials • Anode (bottom peak) • Cathode (top peak) • Difference 0.0592/n • Peak currents • Cathode (line to peak) • Anode (slope to bottom) • Peak currents equal and opposite sign • Mechanisms and rates of redox
Molten Salt Processes • Inorganic phase solvent • High temperature needed to form liquid phase • Different inorganic salts can be used as solvents • Separations based on precipitation • Reduction to metal state • Precipitation • Two types of processes in nuclear technology • Fluoride salt fluid • Chloride eutectic • Limited radiation effects • Reduction by Li
Molten Salt Reactor • Fluoride salt • BeF2, 7LiF, ThF4, UF4 used as working fluid • thorium blanket • fuel • reactor coolant • reprocessing solvent • 233Pa extracted from salt by liquid Bi through Li based reduction • Removal of fission products by high 7Li concentration • U removal by addition of HF or F2
Pyroprocesses • Electrorefining • Reduction of metal ions to metallic state • Differences in free energy between metal ions and salt • Avoids problems associated with aqueous chemistry • Hydrolysis and chemical instability • Thermodynamic data at hand or easy to obtain • Sequential oxidation/reduction • Cations transported through salt and deposited on cathode • Deposition of ions depends upon redox potential
Electrochemical Separations • Selection of redox potential allows separations • Can use variety of electrodes for separation • Developed for IFR and proposed for ATW • Dissolution of fuel and deposition of U onto cathode • High temperature, thermodynamic dominate • Cs and Sr remain in salt, separated later
Electrorefining Electrorefining
Reduction of oxide fuel Step 2 Input • 445 kg oxide (from step 1) • 135 kg Ca • 1870 kg CaCl2 Output • 398 kg heavy metal (to step 3) • To step 8 • 2 kg Cs, Sr, Ba • 189 kg CaO • 1870 kg CaCl2 • 1 kg Xe, Kr to offgas Metal Operating Conditions T= 1125 K, 8 hours 4 100 kg/1 PWR assembly
Anode Uranium Separation Step 3 Input 398 kg heavy metal (from step 2) • 385 kg U, 20 kg U3+(enriched, 6%) • 3.98 kg TRU, 3.98 kg RE • 188 kg NaCl-KCl Output • 392 kg U on cathode • To step 4 (anode) 15 g TRU, 14 g RE, 2.8 kg U, 5 kg Noble Metal • Molten Salt to step 5 • 10 kg U, 3.9 kg TRU, 3.9 kg RE, 188 kg NaCl-KCl Operating Conditions T= 1000 K, I= 500 A, 265 hours 4 100 kg/1 PWR assembly
Anode Polishing Reduces TRU Discharge Step 4 Input from Anode #3 • 5 kg Noble Metal, 2.8 kg U, 15 g TRU, 14 g RE, 1.1 kg U3+, 18.8 kg NaCl-KCl Output Anode • 5 kg Noble Metal, 0.15 g U, 0.045 g TRU, 0.129 g RE Cathode • 1.5 g Noble Metal, 2.9 kg U Molten Salt (to #3) • 28 g Noble Metal, 1 kg U, 15 g TRU, 14 g RE, 18.8 kg NaCl-KCl Metal Operating Conditions T= 1000 K, I= 500 A, 2 hours 1 PWR assembly
Electrowinning Provide Feed for Fuel Step 5 Input from molten salt from #3 • 10 kg U, 4 kg TRU, 4 kg RE, 4.3 kg Na as alloy, 188 kg NaCl-KCl Output Cathode • U extraction 9.2 kg • U/TRU/RE extraction, 1 kg U, 4 kg TRU, 0.5 kg RE Molten Salt (to #7) • 3.5 kg RE, 192 kg NaCl-KCl Metal Operating Conditions T= 1000 K, I= 500 A, 3.7 hours for U/TRU/RE, 6.2 hours for U 1 PWR assembly
Reduction of Rare Earths Step 7 Input • Molten Salt from #5 • 3.4 kg RE • 1.7 kg Na as alloy • 188 kg NaCl-KCl Output • Molten Salt (to step 3) • 189 kg NaCl-KCl • Metal Phase • 3.4 kg RE Metal Operating Conditions T= 1000 K, 8 hours
Recycle Salt: Reduction of Oxide Step 8 Input • Chlorination • 189 kg CaO, 1870 kg CaCl2, 239 kg Cl2 • Electrowinning • 2244 kg CaCl2 Output • Chlorination • 2244 kg CaCl2, 54 kg O2 • Electrowinning (to #2) • 1870 kg CaCl2, 135 kg Ca, (239 kg Cl2) Operating Conditions T= 1000 K, I= 2250 A, 80 hours
Anode TRU U, TRU, and Fission Product Separation Step 10 Input • 45 kg from Step 9 (includes Zr) • Includes 9.5 kg TRU, 0.5 kg RE Output • Anode • 33 kg NM, 2 kg U • Molten Salt (to #11) • Small amounts of U, TRU, RE • Cathode (to #12) • Most TRU, RE Operating Conditions T= 1000 K, I= 500 A, 6.7 hours
Electrowinning TRU for Salt Recycle Step 11 Input from molten salt from #10 • 1.7 kg U, 7.4 kg TRU, 0.5 kg RE, 2.8 kg Na as alloy, 188 kg NaCl-KCl Output Cathode (to #12) • U/TRU/RE extraction, 1.7 kg U, 7.4 kg TRU, 0.1 kg RE Molten Salt (to #13) • 0.4 kg RE, 191 kg NaCl-KCl Metal Operating Conditions T= 1000 K, I= 500 A, 6.1hours for U/TRU/RE Salt from 10 electrorefining systems
Reduction to Remove Rare Earths Step 13 Input • 0.4 kg RE (from #11), 188 kg NaCl-KCl, 0.2 kg Na as alloy Output • Molten Salt • 188 kg NaCl-KCl • Metal Phase • 0.4 kg RE Metal Operating Conditions T= 1000 K, 8 hours