Download
1 / 6
210 likes | 874 Views
1. 공정 흐름도. 왕복 동식 공기 압축기 (170KW). 30 K/G 190℃. Vent. 공기 압축기. 22 K/G 40℃. 습식산화 반응기. 7 K/G 35℃. 공압 1 단. 공압 2 단. Tower. 22 K/G 120℃. 30 K/G 120℃. 폐수 Tank. 41K/G,370℃. 폐수 처리장. 보일러. 35K/G ,35℃ ,7~10 t/h. 1. 공기 압축기는 7K/G 의 압축공기를 공급하며 왕복동식과 약 500 m 의 거리에 위치한다 .(8B)

E N D
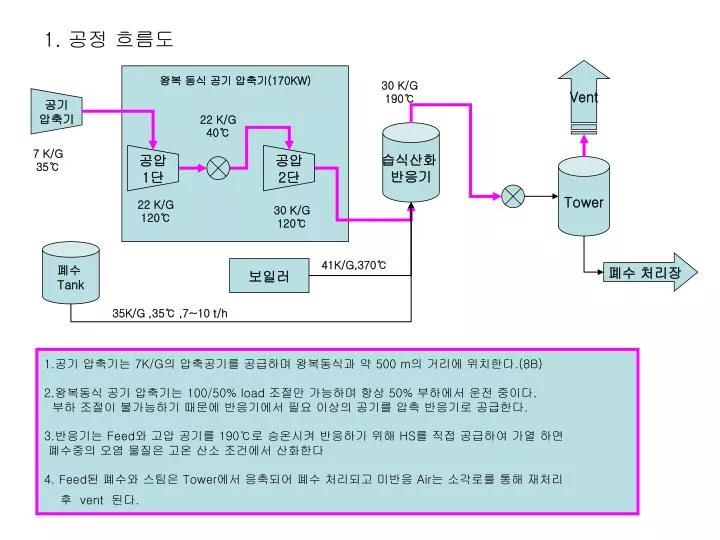
1. 공정 흐름도 왕복 동식 공기 압축기(170KW) 30 K/G 190℃ Vent 공기 압축기 22 K/G 40℃ 습식산화 반응기 7 K/G 35℃ 공압 1단 공압 2단 Tower 22 K/G 120℃ 30 K/G 120℃ 폐수 Tank 41K/G,370℃ 폐수 처리장 보일러 35K/G ,35℃ ,7~10 t/h 1.공기 압축기는 7K/G의 압축공기를 공급하며 왕복동식과 약 500 m의 거리에 위치한다.(8B) 2.왕복동식 공기 압축기는 100/50% load 조절만 가능하며 항상 50% 부하에서 운전 중이다. 부하 조절이 불가능하기 때문에 반응기에서 필요 이상의 공기를 압축 반응기로 공급한다. 3.반응기는 Feed와 고압 공기를 190℃로 승온시켜 반응하기 위해 HS를 직접 공급하여 가열 하면 폐수중의 오염 물질은 고온 산소 조건에서 산화한다 4. Feed된 폐수와 스팀은 Tower에서 응축되어 폐수 처리되고 미반응 Air는 소각로를 통해 재처리 후 vent 된다.
Case Study • 공정 특성에 따른 최소 비용 운전 • 일반적 절감 concept과 약간 다른
2. 공정 개선 안 30 K/G,190℃ Air요구량:1500 NCMH 왕복 동식 공기 압축기(170KW) Air flow= 2200 NCMH Vent 공기 압축기 22 K/G 40℃ 습식산화 반응기 7 K/G 35℃ 공압 1단 공압 2단 Tower 22 K/G 120℃ 30 K/G 120℃ 폐수 Tank 41K/G,370℃ 폐수 처리장 보일러 35K/G ,35℃ ,7~10 t/h • 고압 공기 압축기 부하 Down • 필요 이상이 Air량 감소(인버터/흡입 댐퍼 조절) • 효율 증대 방안(Suc 온도 down) • 반응기 스팀 절감 • 반응온도 Down조절 • 폐수량 감소 및 승온 후 공급 • Air flow 감소 • Air 온도 상승 • 폐수 발생량 감소 • Air 량 감소
3. 공정 개선 안 도출 30 K/G,190℃ Air요구량:1500 NCMH Vent 왕복 동식 공기 압축기(170KW) Air flow= 2200 NCMH 공기 압축기 22 K/G 40℃ 습식산화 반응기 7 K/G 35℃ 공압 1단 공압 2단 Tower 22 K/G 120℃ 30 K/G 120℃ 폐수 Tank 41K/G,370℃ 폐수 처리장 보일러 35K/G ,35℃ ,7~10 t/h • 공기 압축기 운전 변경( 유량 감소) • 유량 감소를 통한 절감 • 인버터 적용 : Power 절감 왕복동 type의 경우 인버터 적용 안 함.(맥동에 의한 충격) • 흡인 댐퍼 조절 :Suc’ B/V를 throttling시켜 유량 감소 • Suc’ P Down에 따른 Volume 상승으로 유량 감소하여 Power 절감(압축비 상승에 의한 일정 power 증가): 절감 효과가 더 큼 • 압축비 상승에 따른 각단 토출 온도 상승 반응기 HS 절감 • Air flow감소에 따라 반응기 HS 사용량 절감 • HS 감소에 따라 폐수 발생량 감소 • 보안 사항 • 왕복동 type의 Suc’ Hunting을 방지하기 위해 PA압축기 side B/V를 이용하여 조절(500 m 8B를 dampner로 활용) ※ 공정 개선 항목 중에 매우 특별한 case임
4. 개선효과 검토 • Flow 감소에 따른 고압 공기 압축기 절감 효과 • 적용 전 후 운전 조건 비교 • Flow감소에 따른 반응기 HS 스팀 절감 효과 • Air 유량 감소에 따른 절감 효과 • 토출 온도 상승에 따른 절감 효과 • 폐수 발생량 감소 효과 • 폐수 감소량
현재 인버터 적용 시 Suc B/V throttling
