Download
1 / 7
90 likes | 274 Views
MIG/MAG spray and streaming metal transfer modes. - Welding conditions for these metal transfer modes - Their advantages and limitations. CO 2 , or argon based mixtures. U a. Argon based mixtures. Transition current. Globular. Streaming rotating. Streaming. Spray.

E N D
MIG/MAG spray and streaming metal transfer modes - Welding conditions for these metal transfer modes - Their advantages and limitations NTUU “KPI”, UFU, PWI TQC E1815-01 Ponomarev V., Slivinsky A.
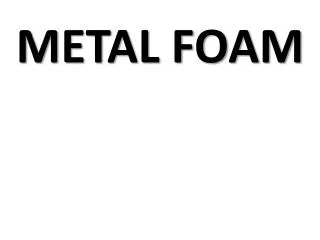
CO2, or argon based mixtures Ua Argon based mixtures Transition current Globular Streaming rotating Streaming Spray MIG-Pulsed Short-circuiting Iw Transfer modes versus welding current and arc voltage NTUU “KPI”, UFU, PWI TQC E1815-01 Ponomarev V., Slivinsky A.
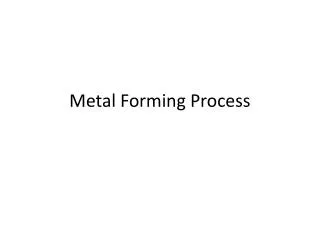
Transition current • Rate of droplet transfer • Droplet diameter Current Iw Iw Iw Femr Femz Femz Globular – spray transfer transition 180 A Iw<Itr(190 А) AWS ER70S-6 1.0 mm; Ar2%O2 250 A 211 A Iw>Itr NTUU “KPI”, UFU, PWI TQC E1815-01 Ponomarev V., Slivinsky A.
Transition current for different electrode materials and diameters as well as for different shielding mixtures NTUU “KPI”, UFU, PWI TQC E1815-01 Ponomarev V., Slivinsky A.
Examples of spray metal transfer 1 mm; Ar+2%O2; 211 А The droplets are transferred in line with electrode rather than along the shortest path between the electrode and workpiece that is typical for this mode of the metal transfer. 1 mm; Ar+5%O2; 197 А The welding current slightly exceeds the transition current level NTUU “KPI”, UFU, PWI TQC E1815-01 Ponomarev V., Slivinsky A.
The spray transfer can be experienced at different arc lengths Melting rate: 8.1 m/min8.8m/min9.5m/min The shorter is the arc, the longer becomes the electrode extension (provided the contact tube – to - work distance is kept changeless) and, as a result, the electrode gets more intensive preheating by the current and therefore its melting rate rises (low-carbon wire of1 mm and211 А for all three tests). NTUU “KPI”, UFU, PWI TQC E1815-01 Ponomarev V., Slivinsky A.
Welding conditions and application sphere of the spray and streaming transfers Welding conditions for spray and streaming transfers: 1. High arc voltage and welding current; 2. Shielding: argon based mixtures. MIG/MAG spray and streaming transfer application is restricted to welding only in the flat position because, in spite of the fact that all droplets are getting into the weld pool, the pool itself is too large to be properly controlled when welding in the vertical or overhead position. NTUU “KPI”, UFU, PWI TQC E1815-01 Ponomarev V., Slivinsky A.