Download
1 / 24
250 likes | 415 Views
Class A Carbon Fibre Reinforced Plastic (CFRP) Body Panels on The MG Rover SV. SPE 2003. Class A CFRP on a OEM Supercar. Manufacturing solution for 250 units per year Design freedom to develop a visually striking car Low body weight to aid performance Class A finish for vehicle life

E N D
Class A Carbon Fibre Reinforced Plastic (CFRP) Body Panels on The MG Rover SV
SPE 2003 Class A CFRP on a OEM Supercar
Manufacturing solution for 250 units per year • Design freedom to develop a visually striking car • Low body weight to aid performance • Class A finish for vehicle life • Short lead time from concept to production Customer requirements
The car consists of 32 composite components that vary in both size and complexity Design flexibility / niche production volumes • Design factors lead to a carbon fibre reinforced plastic (CFRP) solution • Allows for a faster prototyping cycle while maintaining realistic development costs
Prototype phase was to last 5 months and produce a full set of male masters, a full set of female production tools and the first 5 prototype car sets Nov 2002 – Car Unveiled at the British motor show Dec 2002 – Orders placed to machine male masters Jan 2002 – Tooling manufactured Feb 2002 – Composite layup designs generated March 2002 – First car set delivered April 2002 – Cars sets delivered 2-5 • The budget assigned to complete this phase was approximately $1.5m Design flexibility / niche production volumes
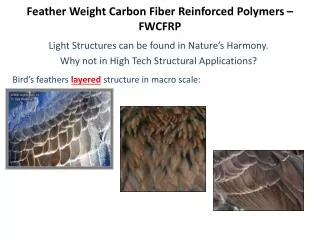
History of lightweight CFRP in automotive (light, stiff, strong)
Carbon Prepreg (280g 4x4 Twill) Honeycomb Core Glue Film CFRP prepreg application Tool Face
Attributes of CFRP prepreg • Advantages • Extremely light weight • High Stiffness • High Strength • Short Lead Time • Cost effective tooling for limited No. parts • Disadvantages • Limited cycle time due to labour intensive process • Premium material costs • Expensive autoclave curing • Surface needs significant work to achieve Class A
Breathable Prepregs • Dry fibres extract air from laminate prior to curing • Eliminates the need for debulks, autoclave and allows for multiple plies to be laid up at once • Faster lay-up due to heavier more frequent plies Material developments
Car Body Sheet (CBS) • A single ply material capable of a CPT from 0.04” > 0.1” • Designed to have a Tg1 > 260oF for stability in high ambient temps • Process can be adapted for different fibre architecture • Syntactic core is currently manufactured at 0.04” and 0.03” • Minimise weight/ maximise stiffness by increasing thickness remove fibre from neutral axis,replace with low density resin
SPRINT CBS micrograph 0.011” Low density syntactic core 0.04” Woven Carbon & Epoxy Skins 0.011”
Attributes • Advantages • Combination of fibre and syntactic resin provides a laminate that weighs 20% of steel (0.04”) for equivalent stiffness • Or weighs 35% (0.06”) of aluminium for equivalent stiffness • Dry fabrics aids air evacuation, typically void content 0 – 0.5 % • Zero bleed process therefore possible to accurately control component tolerances +/- 0.005”
Issues effecting Class A • Pin holes caused by entrapped air, leads to surface defect Colour Coat Primer Layer Surface Void • Will require rework before repainting
Issues effecting Class A • Fibre read through caused by different CTE of resin system and fibre • Hard to conceal with a paint process • Typically remerges with time/temperature/humidity
Issues effecting Class A • Mould Quality – Components ultimately reflect the tools from which they were removed
Class A surface films • Air entrapment is eliminated by fine fibre structure sandwiching a catalysed resin film, on curing this forms a homogeneous surface layer • The resin system is engineered with a Tg in excess of 260oF and additives to reduce the CTE(Carbon 3 x 10–6/oC , Epoxy 70 x 10 –6/oC, SF 30 x 10 –6/oC ) • The fabric used is a specially selected thermoplastic to ensure its mechanical properties does not distort the surface resin layer in service. (Low Modulus)
Class A surface film Resin is formulated with easy sand fillers to aid prep. Finely woven thermoplastic Resin Matrix has Tg > 260oF Low density syntactic core Woven Carbon & Epoxy Skins
Blistering Gloss Adhesion (#) Adhesion (X) Panel Primer Initial 240h hum. Initial 240h hum. Initial 240h hum. 240h hum. SP CBS 830R 88,9 88,3 Gt 0 Gt 0 10 9 few high build 87,2 86,2 Gt 0 Gt 0 10 10 micro high build+flex 86,4 85,3 Gt 0 Gt 0 10 10 none 830R 88,6 88,5 Gt 0 Gt 0 10 10 few Competitor Y high build 86,9 85,9 Gt 0 Gt 0 10 10 none high build+flex 87,3 85,8 Gt 0 Gt 0 10 10 none 830R 87,5 87,8 Gt 0 Gt 0 9 9 few Competitor Z high build 87,1 85,1 Gt 0 Gt 0 9 9 none high build+flex 86,6 85,2 Gt 0 Gt 0 9 10 none Class A surface film
Chip Fibre read through Panel Primer Initial 240h hum. Temp. cycle - 4°F SP CBS 830R slight slight slight Gr 2 high build slight slight slight Gr 1 high build+flex OK OK OK Gr 1 Competitor Y 830R moderate moderate severe Gr 2 high build moderate moderate severe Gr 1 high build+flex moderate severe severe Gr 2 Competitor Z 830R moderate severe moderate Gr 3 high build moderate severe moderate Gr 2 high build+flex moderate severe moderate Gr 2 Class A surface film
Typical Component Mounting point on perimeter of part requires reinforcement Indicator cut out, syntactic core must be removed Thin aerofoil requires increased stiffness through addition of syntactic cores
Meeting productivity • Still a manual process dependent of operators with some composite experience • Productivity is a function of the number of components fabricated in tool over a period of time • Minimise manual operations both in and out of the tool, decrease cost and increase productivity • Pre kit materials to form just one structural ply
Meeting productivity • Kits are delivered to the customer with surface film and CBS ready for application.
Summary • The prototyping phase was completed on time with the first 5 test vehicles produced within the 5 month cycle within budget • With in the next 2 months a further 10 production prototypes were produced • Currently from 1 tool set and a single shift production stands at 5 car sets a week (250 units per annum) • Paint lines are reporting a 80% increase on productivity over previous composite vehicle • Current programs are based around manufacturing 3000 parts per annum