Download
1 / 9
90 likes | 101 Views
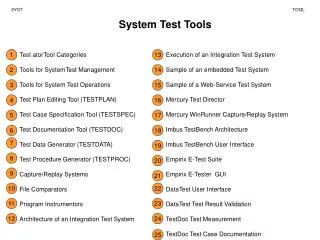
Managing the Long Tail Ed Goetting – Director of Sales & Operations Planning Oct 2016 APICS / VIA Meeting. About Solo Cup/Dart Container. SKU Proliferation. 20,000+ SKU’s total 11,000 legacy Solo Causes: Marketing differentiation Material substrates Environmental Special prints

E N D
Managing the Long TailEd Goetting – Director of Sales & Operations PlanningOct 2016APICS / VIA Meeting
SKU Proliferation • 20,000+ SKU’s total • 11,000 legacy Solo • Causes: • Marketing differentiation • Material substrates • Environmental • Special prints • Private Label • Custom packaging • Merger activity • Manufacturing complexity PET, PP, PS, PLA Height of nesting rings, Rim diameter, Lid application Case Packs, Combo Packs Bottom Embossed, Non-Embossed, Ounce/Milliliter Capacity
Dealing with the Long Tail at Solo • S&OP formally introduced at Solo in 2010 • Emphasis on inventory reduction, fill rate improvement, supply/demand matching, and forecast accuracy • Focus tended to be on large volume items • Cross-functional SKU Rat efforts • Used ABC methodology in Manugistics – static # of days, based on volume • C&D targets were insufficient for many low-volume items
New Challenges from the Dart Acquisition • Dart acquired Solo in May 2012 • Case Fill Rate Target increased from 98.5% to 99.6% • “One Truck One Invoice” (OTOI) initiative will increase distribution of Solo product from 9 distribution points to 21 • Legacy Solo products: • MTF w/ Fcst: Increase from 11,000 to 20,000+ SKU’s Existing ABC methodology not sufficient in the new environment
Implementation of MEIO • Multi-Echelon Inventory Optimization (MEIO) • Multi-Echelon - Evaluates stocking policies and levels across Raw Materials, WIP, FG at various stages of distribution. • For the purposes of the OTOI project, we limited the scope to FG at buffer warehouses and forward-deployed warehouses. • Targets a specific service level outcome which can also be tailored to focus on particular customers or products • Statistical Safety Stock model considering demand and supply volatility New Methodology Previous Methodology Advanced Planning System Safety Stock set by volume (ABC) • Arithmetic Buffer DC’s used for overflow MEIO Safety Stock set based on demand/supply volatility and replenishment parameters • Statistical Optimized for 99.6% fill rate Buffer DC’s used to reduce total inventory requirements Extract Master & Transaction Data Import Results
Example SKU’s 412TN/2111 at DC041 Fcst = 1.0 cs/day; dmd variability = 3.2; 49 orders in 2014; Statistical SS Target = 28 days New SS Target Old SS Target GSP49/JR505 at DC052 Fcst = 1.2 cs/day; dmd variability = 9.5; 7 orders in 2014; Statistical SS Target = 155 days New SS Target Old SS Target Both items are “C” items with a prior Manu SS target of 21 days
Optimization Results / Next Steps • Current network: Can achieve 99.6% with significantly less inventory • New statistical targets recently implemented at all locationsand categories • New network: Increase from 9 to 21 distribution points will require more inventorythan optimized current network, but still less than existing inventory • Running parallel environments for the current network (pre-OTOI) and the new network (post-OTOI) • Implementing current network targets in Manugistics for deployment and short-term production scheduling • Implementing new network targets for longer-term production planning and capacity models • Using combination of current and new network targets to help plan/execute OTOI moves • Currently transitioning to a new prod planning system – S099 will remain as bolt-on
Thank You Ed Goetting Dart Container Corporation Director of Sales & Operations Planning Edward.Goetting@dart.biz edgoetting@gmail.com