Download
1 / 32
330 likes | 550 Views
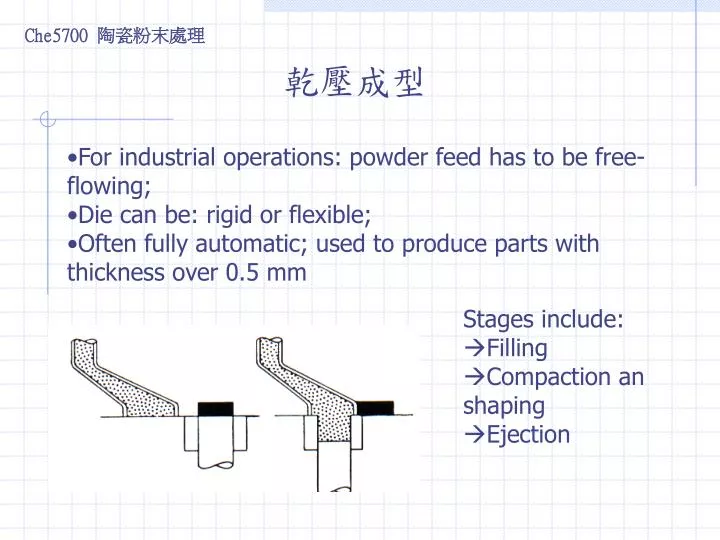
Che5700 陶瓷粉末處理. 乾壓成型. For industrial operations: powder feed has to be free-flowing; Die can be: rigid or flexible; Often fully automatic; used to produce parts with thickness over 0.5 mm. Stages include: Filling Compaction an shaping Ejection. Che5700 陶瓷粉末處理. Dry Press Mode.

E N D
Che5700 陶瓷粉末處理 乾壓成型 • For industrial operations: powder feed has to be free-flowing; • Die can be: rigid or flexible; • Often fully automatic; used to produce parts with thickness over 0.5 mm • Stages include: • Filling • Compaction an shaping • Ejection
Che5700 陶瓷粉末處理 Dry Press Mode • Class of pressing difficulty: • I: one level, < 5mm, one direction pressing • II: one level, > 5 mm, two directions pressing • III: two level, any thickness, two directions pressing • IV: multilevel, any thickness, two directions pressing
請注意各組件的相對位置 潤滑劑有助於脫模, 保護模具的功能
In dry pressing, powder is often vibrated or tapped to produce uniform packing before compaction; • Ramming – 另一類的乾壓法, 多用於製作crucible, 本法內所施加的壓力介於乾壓與等均壓之間
乾壓成型時, upper punch, lower punch & die的同步運動行為
Che5700 陶瓷粉末處理 Powder Flow and Die Filling • Good flow – essential for reproducible filling; uniform fill density; rapid pressing rate • Preferred state: dense, spherical, smooth, non-sticky surface, coarse than 20 m (after granulation) • The presence of more than 5% in fines (smaller than 20 m may impede (or even stop) the flow • Funnel flow rate faster for powders with small angle of repose
Flow rate affected by humidity • If binder is water soluble flow behavior may be sensitive to humidity (moisture) (surface becomes sticky) • (storage may be important)
Che5700 陶瓷粉末處理 Filling and Compaction • Fill density = bulk density in the mold; the higher the better; • Good flow powder always get higher fill density • Fill density usually in the range of 25 – 35%; depending on granule density and packing behavior • Rate of compaction is high initially; decrease rapidly for pressure above 5 – 10 Mpa • Three stages for compaction: (a) granule flow and rearrangement; (b) granule deformation; (c) granule densification dominates • CR = compaction ratio = V fill/ V pressed = D pressed /D fill
Che5700 陶瓷粉末處理 Tapped Density • Tap density data provides information on particle packing; • A general recommendation: 頻率 1 Hz, 振幅 1 cm; ultimate tap density may be reached in 1000 – 2000 sec; • 顯然會受tap 的頻率及振幅影響 • V* = (Vo – V)/(Vo – V) = exp (-k N)…. N= number of taps • V* 當然與密度有關
外力超過yield strength of agglo-merates, 進入stage II, 與黏著劑, plasticizer密切有關
Che5700 陶瓷粉末處理 More on Compaction • Usually little densification above 50 Mpa • CR < 2.0 desired high fill density produce low compaction ratio; • For ductile particles (such as metal particles), compaction can go up to nearly 100% CR >> 2.0 • Pores : size reduced, then eliminated; • Intergranular, intraganular; & persistent interface • PY apparent yield strength of granules – influenced by the environment (e.g. humidity) • In stage II: D compact = D fill + m log (Pa/PY) … m compaction constant or compactability of powder
Che5700 陶瓷粉末處理 Moisture as Plasticizer Hard granule 不易變形, 最終會殘留孔洞, 因而降低產品強度
Che5700 陶瓷粉末處理 Springback • Springback: 由存在物品內部的elastic energy造成; • Linear springback of 0.75% or less is desirable; • Organics below Tg, 越多則springback越嚴重; 但可以增加黏著劑系統塑性的添加劑, 則可以降低sprigback effect;
彈性體的deformation會幾乎完全變回; 黏彈性體則僅有部分回復 • Pressing中punch speed為十分重要操作參數 - air escape rate, binder deformation rate等 • 除了單純的加壓減壓程序外, 也可以使用cyclic process
Che5700 陶瓷粉末處理 Ejection Pressure • Ejection pressure: 則取決於die surface狀態, taper of die; lubrication of die wall; ejection rate; elastic stress within the compact; • 低的退模壓力也有益於模具壽命
To minimize defect formation, some pressure is kept during ejection process; • Particles with high aspect ratio or highly agglomerated tend to store a lot energy during pressing large springback effect • Air problem can be minimized by de-airing before compression
Che5700 陶瓷粉末處理 Tensile Strength of Dried Compact • 成型壓力高, 生胚的強度高; 塑化良好的進料, 其強度亦高;
Che5700 陶瓷粉末處理 Die Wall Effects • 加諸系統的壓力, 一部份會傳遞到牆壁; • Mean shear stress at wall w related to Aw = adhesion a wall; f = friction coefficient at wall • Shear stress at wall 會減少傳遞到物品內部(depth)的壓力
Che5700 陶瓷粉末處理 Transmitted Pressure • Mean axial pressure transmitted at depth H: 式中 A friction = area of friction; A pressing = area of pressing; 對於簡單圓柱形而言, A friction/A pressing = 4H/D • Lubricated system: pressure transmission ratio比較高一些 • 注意: 壓力與H depth & D diamter比值有關, 也就是與物品形狀有關; 太厚的物品會有問題
Che5700 陶瓷粉末處理 Pressure Profile • Pressure gradient • density gradient defects
取自TA Ring, 1996; 實際物品為三度空間, 不容易表現 本圖的表格數字指packing density
Che5700 陶瓷粉末處理 Control of Defects * 下圖所示為幾種常見缺陷; 許多由退模時differential springback造成, 來源包括: (a) 壓力梯度; (b) 物料或填模造成的不均勻; (c) poor lubrication at wall產生的摩擦造成; (d) 已退出與未退出部份間的differential springback造成
Che5700 陶瓷粉末處理 缺陷種類與對策 • Laminations: 多由wall friction造成; 增加粒子塑性, lubricant to wall 可以改善 • End capping: 發生於高的springback, low compact strength之時, 或adhesion to punch surface; 增加粒子塑性仍為一理想對策 • Ring capping: corner high differential springback造成; punch/die wall 間的差距要小於granule size • Vertical cracks in the exterior region: often caused by compressed air, 多在compact center出現; 物品太厚, gas permeability不高都是原因; 改變powder preparation, high fill density, longer pressing cycle有利於減輕問題
Che5700 陶瓷粉末處理 缺陷種類與對策(II) • Shape distortion on sintering: 來自不均勻的收縮; high compression rate 也許有益 • Extreme large pore in compacts: 也許來自少數非常大的granule; granule with sufficient compressibility 有益於解決本問題
Isostatic Compaction • 等均壓成型: for elongated dimension, complex shape, large volume products; 不容易用一般乾壓技術的情況 • Wet bag (use liquid pressure chamber); dry bag techniques (壓力提供仍為液體, 但非直接接觸) 多用於小且長形的物品; 多半軸向為一般壓力, 徑向為液壓 • Flexible tooling for isostatic pressing: synthetic rubber, PU, silicone rubber, etc; • 壓力可以達200 – 500 MPa; or higher (1400 MPa) • 壓力來自各方, density gradient 可以被大幅減小 • Springback of tooling should be considered; slow decompression (below 2 MPa) is important;
involves: loading (此時可以靠震動協助堆積), compaction, and ejection
Che5700 陶瓷粉末處理 Combination Pressing • Combination of dry pressing and dry bag isotatic pressing 用於生產像dinnerware之類產品, 其 diameter / thickness ~ 50, thickness < 0.5 cm; • 簡單的平面部分, 直接施壓; 比較複雜形狀部分, 透過液體加壓 • Greater dimension control; elimination of drying and drying shrinkage; • Roll pressing: 滾壓成型, 用於生產薄的基板類產品 • HIP: hot isostatic pressing 特殊設備, 可協助難以燒結的系統達到較高的燒結密度