Download
1 / 56
560 likes | 573 Views
This document outlines the plan for the production and quality control of the TMT Actuators in India. It includes processes, materials, assembly and test procedures, and safety measures.

E N D
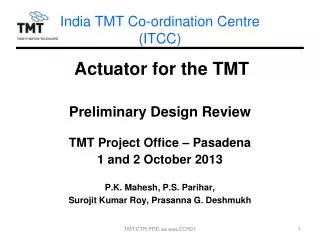
India TMT Co-ordination Centre (ITCC) “Plan for TMT Actuator Production and Quality Control” (India) M1CS Actuator Preliminary Design Review TMT Project Office – Pasadena 14, 15 and 16 September 2015 P.K. Mahesh & Surojit Kumar Roy TMT.CTR.PRE.aa.aaa.CCR01 1
India TMT Co-ordination Centre (ITCC) Plan of talk QUALIFICATION OF INDIAN SUPPLIERS BY PROTOTYPING OF TMT ACTUATOR FABRICATION PLAN AND SCHEDULE FABRICATION PROCESSES MATERIALS AND PROCESSES EMPLOYED AND WORKMANSHIP STANDARDS ANY SUB-CONTRACTED ASSEMBLIES AND SUPPLIER SURVEILLANCE/CONTROLS INSPECTION ASSEMBLY AND TEST PROCEDURES PACKING, SHIPPING AND HANDLING RISKS AND MITIGATIONS ALIGNMENT PLAN QUALITY ASSURANCE PLAN SAFETY TMT.CTR.PRE.aa.aaa.CCR01 2
India TMT Co-ordination Centre (ITCC) QUALIFICATION OF INDIAN SUPPLIERS BY PROTOTYPING OF TMT ACTUATOR The P2C version of the actuator was manufactured during first prototyping of actuators in India, for the purpose of technology demonstration. In this version, vendor manufactured ten sets of assembled actuators and one set of parts, meeting the design specifications. TMT.CTR.PRE.aa.aaa.CCR01 3
India TMT Co-ordination Centre (ITCC) A Brief Description of The TMT Actuator The primary mirror (M1) of the Thirty Meter Telescope (TMT) telescope is comprised of 492 hexagonal mirror segments. Tip, tilt and piston of each of these segments, of size 1.44 m across corners, is controlled by three actuators to maintain the overall shape of M1. In order to achieve very high spatial resolution as well as sensitivity, the 492 hexagonal mirror segments of the TMT must be precisely positioned with respect to each other to form a 30-meter hyperboloid primary mirror. Each mirror segment, supported by a Segment Support Assembly (SSA) will have six degrees of freedom which include the relative displacements along the axes (δx, δy, δz) and rotations about the axes (θx, θy, θz). Three in-plane degrees of freedom (shear δx, δy and clocking θz) will be controlled by the passive SSA. The remaining three out-of-plane degrees of freedom, tip, tilt (θx, θy), and piston (δz), will be actively controlled via three actuators per segment. Once mirror segments are aligned based on information from the Alignment and Phasing System, any subsequent deformations due to gravity, thermal changes and wind-induced pressure distributions, will be taken care of by M1 control system (M1CS). The M1CS performs this task, with the help of actuators that move segments in tip, tilt and piston relative to the mirror support structure. These movements are based on error signals generated from edge sensors that are sensitive to the relative height and tilt of neighboring segments. TMT.CTR.PRE.aa.aaa.CCR01
India TMT Co-ordination Centre (ITCC) Figure 1: The design of a segmented mirror mounted on SSA along with actuator and edge sensor. TMT.CTR.PRE.aa.aaa.CCR01
India TMT Co-ordination Centre (ITCC) Figure 2: Prototype actuators manufactured in India TMT.CTR.PRE.aa.aaa.CCR01
India TMT Co-ordination Centre (ITCC) Figure 3: Prototype actuators manufactured in India TMT.CTR.PRE.aa.aaa.CCR01
India TMT Co-ordination Centre (ITCC) Prototyping of the Actuator by Avasarala The flow of works at ATL started with the kick-off meeting, which was held on 13th February, 2012. Many queries raised by ATL were subsequently answered by TMT/ITCC. During the actual manufacturing processes quite a few technical queries and requests for waiver were raised by ATL related to material, manufacturing processes and change on dimensions. For example- Change in material, manufacturing process and dimension for SAT Housing Casting and Machining and some dimensions of Connecting Link, Delrin Guide. Offload Arm Inner and Copper Plate, etc. These requests for waiver was due to non-availability of certified raw material in small quantity, difficulty to achieve dimensions and tolerances during machining and errors in dimensioning in the drawing. TMT.CTR.PRE.aa.aaa.CCR01
India TMT Co-ordination Centre (ITCC) Some of the difficulties faced by ATL during prototyping. • Due to minimum order quantity for certified raw material, there was a delay in the planned delivery schedule. • During casting of SAT Housing, ATL faced some problems initially, which were overcome by waivers in material and processes accepted by TMT. For example- According to drawing, sand casting is the suggested method of manufacture, but due to the complicated shape and stringent tolerances of dimensions specified, ATL found it difficult to achieve and suggested gravity die casting, which was accepted by TMT. • Problems were also faced while machining of some critical components like delrin guide. After a few trial and error method, problems related to this was solved and a process was established. TMT.CTR.PRE.aa.aaa.CCR01
India TMT Co-ordination Centre (ITCC) After solving the stated technical difficulties, ATL delivered their first set of un-assembled parts during the May, 2013 after the Third Party Inspection done by one of the vendors in India (SGS Private Limited) and subsequently two assembled sets during the month of July, 2013 after testing. The following problems were noted by ITCC during the prototyping work at ATL. • Poor quality of products i.e., dimensional errors and cosmetic defects and error during assembly. • Lack of proper communication i.e., informing problems as and when they occur and change of material and process without informing and obtaining waiver. • Schedule delays. In order to avoid the above problems during production, ITCC plans to do the following: A representative of ITCC will be present all the time at the works of the vendor and will follow up and ensure that the work is carried out as per requirement. This representative of ITCC will be monitored by the work package manager on a daily basis, who will in turn report to the hardware committee of ITCC on a regular basis. TMT.CTR.PRE.aa.aaa.CCR01
India TMT Co-ordination Centre (ITCC) All the un-assembled parts underwent Fourth Party Inspection at Advanced Measurement Laboratories, USA and were found acceptable. ATL then proceeded with the rest of the work and completed all the remaining manufactured parts after TPI and testing and delivered the remaining 8 sets of assembled actuator in September, 2013 after pre-shipment meeting, which was held on 13th September, 2013. TMT.CTR.PRE.aa.aaa.CCR01
India TMT Co-ordination Centre (ITCC) Exercise to Improve The Manufacturing and Quality of The Actuator A thorough study was done jointly with ATL to understand the problems in both manufacturing and quality and problems faced during the prototyping identified and solutions for the same finalised and documented in a document. Experiences from prototyping Refer: ftp://ftp.iiap.res.in/tmt/Experience%20from%20Actuator%20Proto/ TMT.CTR.PRE.aa.aaa.CCR01
India TMT Co-ordination Centre (ITCC) Suggested Design Changes During Prototyping During the Preliminary Design Review (PDR) of the TMT actuator held at Pasadena in October 2013, Mr. P.K. Mahesh from ITCC pointed out that the material Stainless Steel (SS) 416 which is being used for manufacturing Flexure Rod SSA Connect does not have sufficient impact strength at the operating temperature of the telescope viz. 2deg C. The mechanical properties specifically, the impact strength of SS 416 is known to reduce with temperature. As there is no data available in literature, for the properties at the operating temperature of the TMT viz. 2deg C, and as that is the material used for a critical connecting component between the actuator and the segment support assembly (SSA) viz. the flexure rod SSA connect, it was suggested that an alternate material may be considered. Tests were performed on the above material at a reputed laboratory in India. After completion of the test, a report was prepared and circulated to TMT/ITCC for reviewing. Base on this test, TMT reviewed the report and changed the material of Flexure Rod SSA Connect from SS416 to SS A286, which is a heat and corrosion resistant austenitic iron-base material that can be age hardened to a high strength. It is designed for use at temperatures up to 704°C (1300°F) where good corrosion resistance, excellent creep strength and high tensile strength are required. The alloy can also be used for low temperature applications that require a ductile, non-magnetic high strength material at temperatures much below room temperature (upto about -150deg C). TMT.CTR.PRE.aa.aaa.CCR01
India TMT Co-ordination Centre (ITCC) Inputs to design and manufacture gained during prototyping Errors in dimensioning etc. discovered by by the vendor viz. ATL, during prototyping provided valuable input to TMT and these were incorporated in the latest revision of drawings of the actuator. Inputs for changes in dimensions and tolerances were also provided as a value addition during the prototyping process which enhanced the design of the actuator for manufacture. The test carried out by ITCC regarding the material for the flexure rod SSA connect helped TMT to replace the earlier selected material with a more reliable material. TMT.CTR.PRE.aa.aaa.CCR01
India TMT Co-ordination Centre (ITCC) FABRICATION PLAN AND SCHEDULE Over the period of prototyping work in India, the actuator design has gone through several changes. For example- Material of the SAT Housing Casting in P2C design was Aluminium Alloy A356-T6 but in current P2D design it is Aluminium Alloy A356-T61. This Aluminium Alloy A356-T61 was used during prototyping in India. Casting process of SAT Housing Casting. In P2C design the process of casting was Sand Casting but in current P2D design it is Permanent Mould Casting. TMT.CTR.PRE.aa.aaa.CCR01 15
India TMT Co-ordination Centre (ITCC) Material of Flexure Rod SSA Connect was SS 416 in P2C but in current P2D design it is SS A286. Currently we have a plan to go for second set of prototyping with some other potential vendors like Avalon Tech, Chennai and Larsen and Toubro, Mumbai, etc. before start of production. This is to qualify and include more vendors, to increase reliability in supply of actuators during production. The actuator production can be divided into two parts viz. pre-production and the production Phases. The orders for both Pre-production and the Production Phases will be split between qualified vendors. TMT.CTR.PRE.aa.aaa.CCR01
India TMT Co-ordination Centre (ITCC) Pre-production Phase In the first phase or pre-production manufacturers is expected to build and test a total of 10 (TBD) pre-production actuator as per actuator test and quality assurance plans and the facilities. The primary aim to have pre-production run is to validate the actuator manufacturing plan and processes and to make any adjustments and modifications prior to the build and test of the remaining production actuators. Data from testing 10 pre-production actuator pairs will also be used to check and confirm the quality assurance plan. Production Phase In the production phase, manufacturer need to build and test the production actuators as per the actuator manufacturing and quality control plans. The contractors needs to procure the minimum quantity of material and off-the-shelf parts to support the build of the production actuators and the delivery of the required spare parts. The contractors shall also prepare written plans and reports. All of the prepared documents and any other relevant information/data will be archived and transmitted electronically to ITCC/TMT. TMT.CTR.PRE.aa.aaa.CCR01
India TMT Co-ordination Centre (ITCC) Fabrication Schedule The fabrication plan for the actuator prepared by ITCC is based on the IPS schedule consistent with the major milestones of the IPS. The main goal here is to give a description of key project milestones and activities to be carried out in different phases. However, to avoid risk associated with vendors and other possible difficulties, it is proposed to start the actuator production as early as possible. The whole actuator production is expected to complete in approximately 3 years. TMT.CTR.PRE.aa.aaa.CCR01
India TMT Co-ordination Centre (ITCC) Approximate schedule for the production is given below: TMT.CTR.PRE.aa.aaa.CCR01
India TMT Co-ordination Centre (ITCC) FABRICATION PROCESSES MATERIALS AND PROCESSES EMPLOYED AND WORKMANSHIP STANDARDS The fabrication process which is briefly described in subsequent sub-sections comes from various sources. The most valuable source is the technical bid submit by ATL for the prototype actuator. Additional sources are, numerous e-mail communications between TMT/ITCC and ATL, a brief presentation made by ATL during the RFP process and our own understanding acquired over the period on precision manufacturing works. TMT.CTR.PRE.aa.aaa.CCR01 20
India TMT Co-ordination Centre (ITCC) The process described here is primarily subjected to the prototyping of the actuator and expected to be more or less similar in the production phase too, except some changes made recently in design of some parts and enhanced human resources as well as tools will be used to meet the production rate as well as overall schedule. For the newly introduced parts which were not there in the P2C design, ATL has provided a process plan and ATL has offered to make a few pieces to check the process plan and will update the process plan if any changes are noticed. This will help us to understand the feasibility and time required to manufacture the parts and know the technical difficulties and to complete the documentation. TMT.CTR.PRE.aa.aaa.CCR01 21
India TMT Co-ordination Centre (ITCC) The above process provided by ATL does not confirms that ATL is qualified. In order to get ATL qualified, ITCC plans to get an actuator or complex pieces of the actuator identified by TMT and ITCC manufactured. This work will also be started soon after the M1CS PDR. TMT.CTR.PRE.aa.aaa.CCR01 22
India TMT Co-ordination Centre (ITCC) Plan for Procurement of Raw Material According to QA plan from TMT we have understood that all the materials should be purchased with proper heat certificates and with standards as specified in the drawings. The lead time to procure raw material will be a part of the schedule planned by the vendor and ITCC will ensure with the vendor that it fits into the required manufacturing and delivery schedule. Machining of SAT Housing The most critical part in the actuator is manufacturing of SAT Housing. During prototyping, ATL had lot of problems in both casting and machining. But after lot of trials, the process for manufacturing casting and machining has been frozen as Gravity Die Casting only for the prototype which was made by ATL in India. For second prototype and production in India, we will follow the process suggested in the drawing viz. permanent mould casting. TMT.CTR.PRE.aa.aaa.CCR01 23
India TMT Co-ordination Centre (ITCC) Manufacturing of Other Components As per the SAT Housing machining process, other parts will also follow the same methodology, except some components which will be using Delrin material for manufacturing. Utmost care will be taken while manufacturing this types of components because due to heat generation during manufacturing chances are there that it will give the manufacturing errors. TMT.CTR.PRE.aa.aaa.CCR01 24
India TMT Co-ordination Centre (ITCC) ANY SUB-CONTRACTED ASSEMBLIES AND SUPPLIER SURVEILLANCE/CONTROLS Other than raw material, some other items, processes may be sub-contracted by some of the vendors. If any work is sub-contracted then ITCC's will physically verify the sub-contractor's capability and inspect all the documents and processes according to requirement. This will done during RFP stage by TMT/ITCC QA team and same procedure will be followed for the prime contractors. After ITCC QA team's inspection, a formal report will be prepared and will be submitted to the ITCC Hardware committee/TMT for approval. TMT.CTR.PRE.aa.aaa.CCR01 25
India TMT Co-ordination Centre (ITCC) Once the final approval is given by the Hardware committee/TMT, the same will be passed on the vendor. If Hardware committee disqualifies the sub-contractor then vendor has to identify another sub-contractor for the work, who will be subjected to checks by ITCC. TMT.CTR.PRE.aa.aaa.CCR01 26
India TMT Co-ordination Centre (ITCC) Casting of SAT Housing The same process will be followed as mentioned in the earlier slides. Heat Treatment The same process will be followed as mentioned in the earlier slides. Secondary Treatment The same process will be followed as mentioned in the earlier slides. All the process above, will be verified according to ES&H plan and adequate steps will be taken, so that no environmental policy is violated and all health and safety issues are taken into consideration. TMT.CTR.PRE.aa.aaa.CCR01 27
India TMT Co-ordination Centre (ITCC) INSPECTION Dimensional inspection planning will be an activity to generate specific instructions to inspect manufactured parts based on the product design. Properly developed inspection plans will ensure consistency of measurement results. Inspection planning activity and data models will be necessary to enable inspection planners and product designers to effectively communicate during product design and inspection process planning. TMT.CTR.PRE.aa.aaa.CCR01 28
India TMT Co-ordination Centre (ITCC) The inspection plan describes for pass/fail criteria, workmanship standards, in-process inspection requirements. During the prototyping phase, 100% inspection was done for all the components. For the production phase, the dimensions will be checked on a sampling basis. For example- SAT Housing Machining. The random sampling detail and also the dimensions to be checked will be prepared by TMT and ITCC, after completing the reliability test. A third party inspector in the presence of a representative of ITCC will conduct the checks. TMT.CTR.PRE.aa.aaa.CCR01 29
India TMT Co-ordination Centre (ITCC) Dimensional Measurements Dimensional measurements will be done using standard instruments and co-ordinate measuring machines. Wherever possible, snap gauges will be designed and used to reduce time for inspection. Quality Checks Material specification and certificates will be checked and documented in an electronic form. Process details will be checked and documented in an electronic form. Unlike prototyping, 100% inspection will not be done for production. A sampling plan will be prepared and critical dimensions and tolerances in a part identified and will be subject to check by a third party inspector. Dimensional checks will be carried out by using standard instruments and wherever possible, snap gauges will be designed and used to increase the speed of inspection. The third party inspector will also check and verify the calibration certificates of the instruments used. ITCC QA team will supervise all of the above being done by the third party inspector and in addition will also monitor cosmetic quality and ensure that steps are taken by the vendor to ensure the same, like use of hand gloves while handling completed parts and use of teflon sheets on top of inspection table etc.. TMT.CTR.PRE.aa.aaa.CCR01 30
India TMT Co-ordination Centre (ITCC) Reporting of Out of Tolerances Efforts will be taken by ITCC to minimise NC's. In case, and NC is observed, the part will be rejected and the root cause analysis done to prevent NC's in future. TMT.CTR.PRE.aa.aaa.CCR01 31
India TMT Co-ordination Centre (ITCC) ASSEMBLY AND TEST PROCEDURES The objective will be to identify the important steps and the overall assembly sequence in order to scope the task, and is intended for use by an experienced mechanical engineer or mechanical technician. The document should be read in its entirety prior to beginning assembly. There are some minor fixturing identified in the procedure that will be required. TMT.CTR.PRE.aa.aaa.CCR01 32
India TMT Co-ordination Centre (ITCC) Required assembly area condition will be: Dust free clean room air-conditioned and entry into the assembly room shall be restricted to authorised personnel only. The assembly room shall be well illuminated.. Clean lint free gloves shall be worn while handling components & assemblies. In production volumes with appropriate setup, from the experience during the prototyping phase, we estimate that it will take less than 2 hours to assemble and complete each actuator. TMT will finalise the acceptance test procedure for the production actuators. TMT.CTR.PRE.aa.aaa.CCR01 33
India TMT Co-ordination Centre (ITCC) Assemblies of Sub-components Assembling and handling will be done with gloves and a teflon sheet will be used on top of the assembly table to prevent the cosmetic problems like scratching, discolouring, etc.. All the data's related to torque values, serial numbers of components used, etc. will be documented. Same procedure will be followed as mentioned above. Assembly of Full Actuator Same procedure will be followed as mentioned above and proper numbering will be used for naming the actuator as per the requirement. Assembly of Encoder Assembly and handling of encoder will be done with fresh cleaned gloves. Proper sequence will be followed as mentioned in the assembly procedure provided by TMT. TMT.CTR.PRE.aa.aaa.CCR01 34
India TMT Co-ordination Centre (ITCC) Testing of Full Actuator During prototyping in India, ITCC and ATL followed the procedure followed supplied by TMT and recorded the data's as per the requirement. For production actuator, the test setup will be different than the prototype. TMT will finalise the acceptance test procedure for the production actuators. Functional test of all 10 prototypes were done by ITCC at the works of the vendor and further tests were carried out at JPL and the actuators manufactured in India were found to perform satisfactorily. During a vibration test conducted on the M1 assembly, the prototype actuators manufactured in India were used and they completed the test successfully. TMT.CTR.PRE.aa.aaa.CCR01 35
India TMT Co-ordination Centre (ITCC) PACKING, SHIPPING AND HANDLING Actuators are one of the sensitive items used in M1CS control system, due to the presence of encoder and electronics items. Proper care will be taken while packing, shipping and handling as per the requirements. TMT.CTR.PRE.aa.aaa.CCR01 36
India TMT Co-ordination Centre (ITCC) On-site Storage Bought out items has to be procured by the vendor and stored at their works. The test of the bought out items, specifically, electronic items will be provided by TMT/ITCC and these tests will be carried out by the vendor in the presence of personnel from ITCC. Handling Handling will be done with gloves and a teflon sheet will be used on top of the assembly table to prevent the cosmetic problems like scratching, discolouring, etc.. Packing A container for packing the same was prepared and used for the prototypes and was found to be satisfactory. TMT.CTR.PRE.aa.aaa.CCR01 37
India TMT Co-ordination Centre (ITCC) Shipping Depending on the requirement, actuators may be shipped by air or sea. The packing used for the prototype is airworthy and if the actuators are to be shipped by sea, they will be modified accordingly. TMT.CTR.PRE.aa.aaa.CCR01 38
India TMT Co-ordination Centre (ITCC) RISKS AND MITIGATIONS TMT.CTR.PRE.aa.aaa.CCR01 39
India TMT Co-ordination Centre (ITCC) Alternate Vendors for Manufacture An effort to qualify alternate vendors is on at ITCC. M/s. Avalon Tech, Chennai and M/s. Larsen and Toubro, Mumbai are being considered. This is to increase reliability in supply of actuators during production. Alternate Vendors for Material, Heat Treatment, Casting and Secondary Treatment Vendors with whom IIA has previous experience will be considered in the event of the vendors indentified by the main vendor is not qualified by ITCC. TMT.CTR.PRE.aa.aaa.CCR01 40
India TMT Co-ordination Centre (ITCC) ALIGNMENT PLAN All the sub-assemblies are required to be aligned properly in order that they function properly without any errors. The procedure prepared by JPL will be followed during this plan. TMT.CTR.PRE.aa.aaa.CCR01 41
India TMT Co-ordination Centre (ITCC) QUALITY ASSURANCE PLAN Present development in the all fields of people activities is connected with increased requirements for product quality. Totally essential influence on products quality belongs to quality planning. TMT.CTR.PRE.aa.aaa.CCR01 42
India TMT Co-ordination Centre (ITCC) For example these partial activities are included in quality planning: Quality objectives identification and their development in organization. Product quality characteristics planning (the development of products, which meet the requirements. Quality plan processing. Planning of methods, which will be used for achievement of required product quality. Processes quality planning (the development of processes, which will be able to assure required product quality and their capability verification). Preventive actions planning for possible problems risk minimization. Planning of ways of product and process quality measurement and monitoring. Measurement systems planning and their suitability verification. Planning of data collection and needed quality records, etc. TMT.CTR.PRE.aa.aaa.CCR01 43
India TMT Co-ordination Centre (ITCC) Procedures/Processes The QA and QC plan of the vendor will be reviewed by ITCC/TMT and corrections, if necessary, will be made. Safety- Hazard/Risk Assessment All safety protocols like fire safety, as per local standards will be implemented by the vendor. Representatives of ITCC will ensure the same. ITCC QA Plan A group of personnel on quality control and assurance, headed by a senior Quality Engineer will be formed. The process of formation of this group will start soon. TMT.CTR.PRE.aa.aaa.CCR01 44
India TMT Co-ordination Centre (ITCC) Supplier QA/QC Plan The QA and QC plan of the vendor will be reviewed by ITCC/TMT and corrections, if necessary, will be made. Sub-contractor QA/QC Plan The QA and QC plan of the vendor will be reviewed by ITCC/TMT and corrections, if necessary, will be made. Workmanship Standards Workmanship standards of the vendor will be reviewed by ITCC/TMT and corrections, if necessary, will be made. TMT.CTR.PRE.aa.aaa.CCR01 45
India TMT Co-ordination Centre (ITCC) Special Process and Training Training of all personnel at ITCC and the those at the vendor's works, in ASME Y 14.5 2009 will be ensured. Supplier Surveillance Plan The suppliers of the vendor for bought out items like raw material, will be reviewed by ITCC/TMT and in case of any delay from any supplier, alternate suppliers with whom IIA/ITCC has previous experience will be used as a backup option. TMT.CTR.PRE.aa.aaa.CCR01 46
India TMT Co-ordination Centre (ITCC) SAFETY TMT.CTR.PRE.aa.aaa.CCR01 47
India TMT Co-ordination Centre (ITCC) Supplier ES&H plan ITCC will ensure that all applicable Government and Industry statutory requirements and best practices are followed by the vendors and their sub-contractors and suppliers. All designs and plans developed for observatory elements including assembly and operations, must meet/satisfy all USA and local standards and codes requirements, e.g., environmental protection, electrical, safety and health. TMT.CTR.PRE.aa.aaa.CCR01 48
India TMT Co-ordination Centre (ITCC) ACKNOWLEDGEMENTS TMT.CTR.PRE.aa.aaa.CCR01 49
India TMT Co-ordination Centre (ITCC) Thanks are due to Avasarala Technologies Ltd., Bangalore, Karnataka, India for providing information about the details of manufacture, quality checks and inspection of the prototype actuator. The TMT Project also gratefully acknowledges the support of the TMT collaborating institutions. They are the Association of Canadian Universities for Research in Astronomy (ACURA), the California Institute of Technology, the University of California, the National Astronomical Observatory of Japan, the National Astronomical Observatories of China and their consortium partners, and the Department of Science and Technology of India and their supported institutes. This work was supported as well by the Gordon and Betty Moore Foundation, the Canada Foundation for Innovation, the Ontario Ministry of Research and Innovation, the National Research Council of Canada, the Natural Sciences and Engineering Research Council of Canada, the British Columbia Knowledge Development Fund, the Association of Universities for Research in Astronomy (AURA) and the U.S. National Science Foundation. TMT.CTR.PRE.aa.aaa.CCR01 50