Download
1 / 14
• 140 likes • 283 Views
Exam #2 Key. ISAT 211 Fall 2000 Sections 1 & 2. Volume. D. Project. Flexibility high, unit cost high. A. Job Shop. B. Batch. C. Assembly line. E. Continuous flow. Flexibility low, unit cost low.

E N D
Exam #2 Key ISAT 211 Fall 2000 Sections 1 & 2
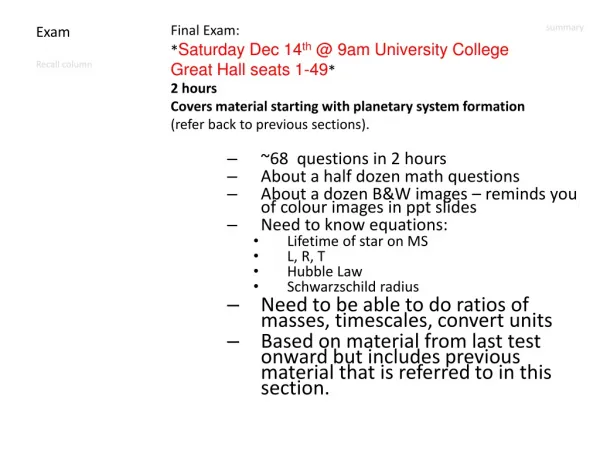
Volume D Project Flexibility high, unit cost high A Job Shop B Batch C Assembly line E Continuous flow Flexibility low, unit cost low Sketch and carefully label the product process matrix and place the letters A, B, C, … corresponding to the following production system at their appropriate places. A. A small manufacturer of custom racing bicycles. B. A flexible manufacturing system C. A mass producer of refrigerators D. A ship yard E. An oil refinery
ISAT Industries agreed with its principal supplier of dry erase pens on a consumer’s risk of 10% and a producer’s risk of 5%. The two parties also agreed that the number of defects in a lot should be controlled with AQL of 2% and LTPD of 7%. • A.) Help ISAT industries set up the acceptance test. Determine the parameters required for the acceptance test. Producers risk = 5% Consumeers risk = 10% AQL = 0.02 LTPD = 0.07 n = sample size and c will be the number of defects allowed before the lot is rejected. From the table, c = 5 and n AQL = 2.61 • B) Merely sample 130 units and reject the lot if 5 or more defects are observed. ISAT 211 Dr. Ken Lewis
A manufacturer is conducting a capability study of a process. The mean of measurements of a key variable in the process is 12.42 and its standard deviation is 0.147. The design specification for the measured variable is 12.5 ± 0.5. A) What are the upper and lower tolerance limits? The tolerance limits are the slack or size deviation allowed. In this case, the designer specified ± 0.5 so… Upper tolerance limit = UTL = 12.5 + 0.5 = 13.0 Lower tolerance limit = LTL = 12.5 - 0.5 = 12.0 ISAT 211 Dr. Ken Lewis
A manufacturer is conducting a capability study of a process. The mean of measurements of a key variable in the process is 12.42 and its standard deviation is 0.147. The design specification for the measured variable is 12.5 ± 0.5. B) What is the process capability ratio? The process capability ratio is simply: ISAT 211 Dr. Ken Lewis
A manufacturer is conducting a capability study of a process. The mean of measurements of a key variable in the process is 12.42 and its standard deviation is 0.147. The design specification for the measured variable is 12.5 ± 0.5. C) What is the process capability index? The process capability index is the lesser of ISAT 211 Dr. Ken Lewis
A manufacturer is conducting a capability study of a process. The mean of measurements of a key variable in the process is 12.42 and its standard deviation is 0.147. The design specification for the measured variable is 12.5 ± 0.5. C) What is the process capability index2? ISAT 211 Dr. Ken Lewis
A manufacturer is conducting a capability study of a process. The mean of measurements of a key variable in the process is 12.42 and its standard deviation is 0.147. The design specification for the measured variable is 12.5 ± 0.5. D) Is the Process capable of producing defect-free products? Why? Yes it is. The PCR is >1 so the 6 sigma is within the tolerance limits. Note: Having a PCR > 1.33 merely makes the process easier to control. ISAT 211 Dr. Ken Lewis
A manufacturer is conducting a capability study of a process. The mean of measurements of a key variable in the process is 12.42 and its standard deviation is 0.147. The design specification for the measured variable is 12.5 ± 0.5. E) What should the manufacturer do? He can do either nothing… or Since his Cpk = 0.9524, he might try to raise the variable average. This could be tricky. I think I would just sit on it for the moment ISAT 211 Dr. Ken Lewis
In order to establish a preliminary control chart for monitoring defects in a process, 10 samples of 40 units each were inspected. The number of defective units in each sample is shown in the table below. A) What is the average number of defects in the samples? The average number of defects is the total number of defects divided by the Total number of items sampled. ISAT 211 Dr. Ken Lewis
In order to establish a preliminary control chart for monitoring defects in a process, 10 samples of 40 units each were inspected. The number of defective units in each sample is shown in the table below. B) What are the process control limits for 99.7% confidence level? First we need the standard deviation: Z for 99.7% confidence = 3 ISAT 211 Dr. Ken Lewis
In order to establish a preliminary control chart for monitoring defects in a process, 10 samples of 40 units each were inspected. The number of defective units in each sample is shown in the table below. C) Is the process in control? The highest fraction defective is 3/40 = 0.075 This is less than the control limits, so yes the process is in control. ISAT 211 Dr. Ken Lewis
In order to establish a preliminary control chart for monitoring defects in a process, 10 samples of 40 units each were inspected. The number of defective units in each sample is shown in the table below. D) Is the process capable? Sure, it’s capable. The highest fraction defective is well within the process control limits. ISAT 211 Dr. Ken Lewis