Download
1 / 35
360 likes | 485 Views
第 5 章 计算机数控装置. 5.1 CNC 系统的组成与特点. CNC—Computerized Numerical Control 定义 :借助计算机通过执行其存储器内的程序来完成数控要求的部分或者全部功能,并配有接口电路、伺服驱动装置的一种专用计算机系统。 也可解释为: 一种控制系统,它能自动完成信息的输入、 译码 、运算,从而控制机床的运动和加工过程 。 主要任务: 存储程序 、 完成插补 、 将计算结果输出伺服系统 ,控制电机驱动机床执行机构。. 输入 / 输出装置. 数控 装置. 驱动控制 装置. 机 床 本 体. 机床电器逻辑控制装置.

E N D
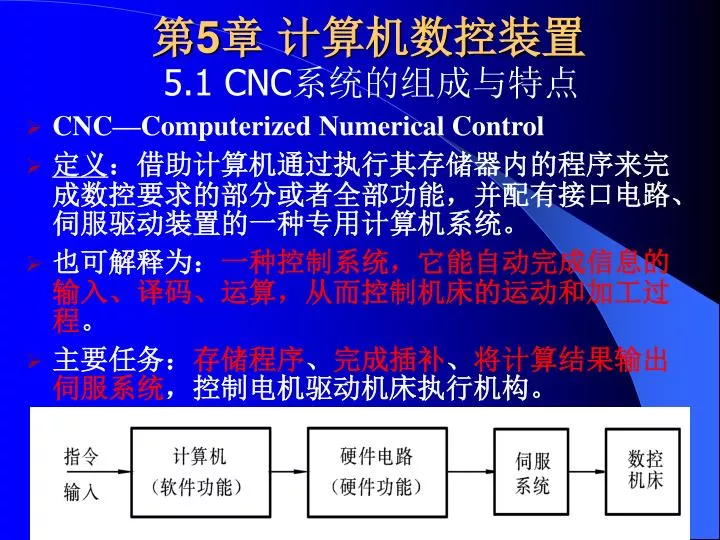
第5章 计算机数控装置 5.1 CNC系统的组成与特点 • CNC—Computerized Numerical Control • 定义:借助计算机通过执行其存储器内的程序来完成数控要求的部分或者全部功能,并配有接口电路、伺服驱动装置的一种专用计算机系统。 • 也可解释为:一种控制系统,它能自动完成信息的输入、译码、运算,从而控制机床的运动和加工过程。 • 主要任务:存储程序、完成插补、将计算结果输出伺服系统,控制电机驱动机床执行机构。
输入/输出装置 数控 装置 驱动控制 装置 机 床 本 体 机床电器逻辑控制装置 CNC系统的组成 数控程序等信息的输入以及输入内容和系统工作状态的显示输出 识别和解释数控程序,完成数据计算和逻辑判断处理 主轴和进给轴驱动控制 接受数控装置的开关命令,完成主轴选速、起停和方向控制功能,换刀功能,冷却、液压、气动、润滑系统控制功能以及其他机床辅助功能
CNC系统的特点 • 灵活性大:可改变和扩展其功能。 • 通用性强:硬件采用模块化设计,易于扩展,改变软件可适应不同需求。 • 可靠性高:采用大规模和超大规模集成电路;程序被检查后才被调用,保证加工过程中的故障停机。 • 功能强大:多功能、可以完成复杂零件的一次成形。 • 使用维修方便:内置自诊断程序,软件检查程序。
5.2 CNC系统的硬件结构 • 数控系统的硬件由数控装置、输入输出装置、机床电器逻辑控制装置和驱动装置等组成。 • 数控装置:数控系统的核心 • 输入输出装置:用于控制数据的输入输出,监控数控系统的运行,进行机床操作面板及机床机电控制/监测机构的逻辑处理和监控,并为数控装置提供机床状态和有关应答信号。 • 机床电器逻辑控制装置:接受数控装置发出的数控辅助功能控制命令,实现数控机床的顺序控制。目前大多采用PLC控制。 • 驱动装置:以轴为单位的独立体,用以控制各轴的运动。
5.2.1 常规CNC的硬件结构 • 总线式模块化结构的CNC。采用32位RISC(精简指令集)芯片、数学协处理器及闪烁存储器等。多用于多轴控制的高挡数控机床。 • 以单板或专用芯片及模板组成结构紧凑的CNC。多用于中档数控机床。 • 基于通用计算机(PC或IPC)基础上开发的CNC。可充分利用通用计算机丰富的软件资源,可随计算机硬件进行升级。 前两种CNC系统硬件需专门设计,通用性较差,第三种硬件无需专门设计,改变软件即可构成不同CNC系统,通用性好。
5.2.2 单微处理器结构和多微处理器结构 1. 单微处理器结构 • 只有一个微处理器,集中控制、分时处理数控装置的各个任务。
2. 多微处理器结构 • 多微处理器结构是指在系统中有两个或两个以上的微处理器能控制系统总线、或主存储器进行工作的系统结构。目前大多数CNC系统均采用多微处理器结构。 • 紧耦合结构:两个或两个以上的微处理器构成的处理部件之间采用紧耦合(相关性强),有集中的操作系统,共享资源。 • 松耦合结构:两个或两个以上的微处理器构成的功能模块之间采用松耦合(具有相对独立性或相关性弱),有多重操作系统有效地实现并行处理。
1)多微处理器CNC的典型结构 (1)共享总线结构:通过总线连接系统内的各个模块。 • 主模块控制系统总线,某一时刻只能有一个主模块占用总线,各模块通过仲裁电路判别各模块的优先级,进而共享总线资源。
(2)共享存储结构 • 采用多端口存储器来实现各微处理器之间的相互连接和通信,每个端口都配有一套数据、地址、控制线,以供端口访问。
2)多微处理器CNC的基本功能模块 • CNC管理模块 • CNC插补模块 • 位置控制模块 • PLC(PMC)模块 • 命令与数据输入输出和显示模块 • 存储器模块
5.2.3 开放式CNC的硬件结构 1. 开放式CNC的定义 • 定义:开放式CNC系统必须具备不同应用程序能协调地运行于系统平台上的能力,提供面向功能地动态重构工具,同时提供统一标准化地应用程序用户界面。 具有以下特征: • 可互操作性:不同应用程序模块通过标准化地应用程序接口运行于系统平台,不同模块之间保持平等地相互操作能力。 • 可移植性:不同应用程序模块可运行于不同供应商提供的不同系统平台上。 • 可缩放性:增加和减少系统功能仅仅表现为特定模块单元的装载与卸载。 • 可相互替代性:不同性能与可靠性和不同功能能力的功能模块可以相互替代。
2. 基于PC(或IPC)开放式CNC的硬件配置形式 1)基于PC的有限开放CNC (1)PC连接型CNC • 结构:CNC与PC通过串行线连接。 • 特点:容易实现,已有CNC几乎不需改动即可应用。
(2) PC内藏型CNC • 结构:CNC内部加装PC,PC与CNC之间通过总线连接。 • 特点:保持了CNC原有的性能、可靠性和功能,并且数据传送快,系统响应快。
2)基于PC的可开放CNC • 结构:通用PC机的扩展槽中加入专用CNC卡。 • 特点:CNC卡完成包括加工轨迹生成等几乎所有CNC处理功能。充分保证系统性能,软件通用性强,编程处理灵活。
5.3 CNC系统的软件结构 5.3.1 CNC系统软件的组成 • 包括应用软件和系统软件。 应用软件:包括零件数控加工程序或其他辅助软件。 系统软件:为实现CNC系统各项功能所编制的专用软件。也称为控制软件。 • 系统软件通常包括输入数据处理程序、插补运算程序、速度控制程序、管理程序和诊断程序。
1. 输入数据处理程序 • 功能:接收输入的零件加工程序,将标准代码表示的加工指令和数据进行译码、数据处理,并按照规定格式存放。主要包括输入程序、译码程序和数据处理程序等组成,有些CNC系统还具有补偿计算、为插补运算和速度控制等进行的预计算。 (1)输入程序 • 将加工程序读入存放在程序存储器中,或将加工程序从程序存储器中读出,送入缓冲区,以便译码用。 (2)译码程序 • 数控加工程序按零件加工顺序记载着机床加工所需的各种信息,其中包括零件加工的轨迹信息(如几何形状和几何尺寸等)(几何数据)、工艺信息(如进给速度和主轴转速等)(工艺数据)和开关命令(如换刀、冷却液开/关等)(开关功能)。
译码定义:将输入的数控加工程序按照一定规则翻译成为数控装置中计算机能识别的数据形式,并按约定的格式存放在指定的译码结果缓冲器中。译码定义:将输入的数控加工程序按照一定规则翻译成为数控装置中计算机能识别的数据形式,并按约定的格式存放在指定的译码结果缓冲器中。 • 译码功能:代码的识别和功能代码的解释。 (3)数据处理程序 • 包括刀具半径补偿、速度计算以及辅助功能处理等。 • 刀具半径补偿:将工件轮廓轨迹转化为刀具中心轨迹。 • 速度计算:解决该加工数据段以什么样的速度运动。
2. 插补计算程序 • CNC系统是一种实时控制系统,一边插补运算,一边进行加工。插补运算的速度直接影响着机床的进给速度。 3. 速度控制程序 • 根据给定的速度值控制插补运算的频率,确保预定的进给速度。 4. 管理程序 • 负责对数据输入、处理、插补运算等服务程序进行调度管理。 5. 诊断程序 • 在程序中发现故障,并指出故障问题。
5.3.2 CNC的软件结构 1. CNC中软、硬件界面与数据转换 • CNC系统中,软件设计灵活,适应性强,但处理速度慢;硬件处理速度快,但成本高,适应性差。CNC中硬、软件的分配比例由性能价格决定。 • CNC中硬、软件界面随着硬、软件的水平和成本以及CNC所具有的性能不同而不同。 • CNC软件势必发展成为以操作系统为基础的多层次的软件结构。 • 面向对象的程序设计方法,CNC软件更稳定,并且具有可重用性。
2. CNC系统的多任务并行处理与实时中断处理 • CNC系统的多任务性表现在其软件必须完成管理和控制两大任务。 • 系统管理包括输入、I/O处理、显示、诊断;系统控制包括译码、刀具补偿、速度处理、插补、位置控制。 • CNC系统的并行性表现在其多任务必须协调工作。
(1)并行处理 • 定义:计算机在同一时刻或同一时间间隔内完成两种或两种以上相同或不同的工作。常采用资源重复、时间重叠和资源分时共享等方法。 • 资源重复:用多套相同或不同的设备同时完成多种相同或不同的任务。 • 时间重叠:根据流水处理技术,使得多个处理过程在时间上相互错开,轮流使用同一套设备的几个部分,也称为资源重叠流水处理。 • 资源共享:多个用户按照时间顺序使用同一套设备。 • CNC硬件通常采用资源重复并行处理方法。 • CNC软件设计主要采用资源重叠的流水线处理和资源分时共享的并行处理方法。
时间重叠流水处理 CPU分时共享并行处理
(2)实时中断处理 • CNC中断管理主要由硬件完成,系统的中断结构决定了系统软件的结构。CNC系统的中断类型有以下几种。 • 外部中断:主要有光电阅读机读孔中断,外部监控中断和键盘及操作面板中断。 • 内部定时中断:主要有插补周期定时中断和位置采样定时中断。 • 硬件故障中断:各种硬件故障检阅装置发出的中断。 • 程序性中断:程序中出现的各种异常情况的报警中断。
3. 常规CNC的软件结构 • CNC软件结构由系统采用的中断结构决定。 1)中断型结构模式 • 除初始化程序外,将CNC的各功能模块分别安排在不同级别的中断程序中,无前后台之分。通过中断程序的优先级由CPU响应中断。 2)前、后台型结构模式 • 将整个CNC软件分为前台程序和后台程序。 • 前台程序为实时中断程序,承担几乎全部实时任务,实现插补、位置控制和数控机床开关逻辑控制等实时功能。 • 后台程序,也称为背景程序,是一个循环运行程序,实现数控加工程序的输入、预处理和管理等任务。 • 在后台程序的循化运行过程中,前台实时中断程序不断的定时插入,两者密切配合,共同完成零件的加工任务。
4. 开放式CNC的软件结构 • 开放式CNC系统软件应采用平台技术、同一的标准规范和面向功能元(对象)拓扑结构的应用软件,以保证系统具有开放的基本特征。 1)开放式CNC总体结构 • 分为两部分:统一的系统平台和由各功能结构单元对象组成的应用软件模块(或系统参考结构)。
2)系统平台 • 系统平台由系统硬件和系统软件组成。 • 系统硬件由机床的功能需求决定。 • 系统软件分为系统核心(如操作系统、通信系统、实时配置系统等)、可选的系统软件(如数据库系统等)和标准的应用程序界面。 • 操作系统、通信系统、实时配置系统构成了整个控制系统运行的基础。 (1)操作系统 (2)通信系统 (3)配置系统
5. 系统参考结构 • 系统参考结构是用来精确描述功能元对象和功能模块之间的关系,以及各模块之间的关系;精确定义各模块和各功能元对象的行为和属性,以及模块和功能元对象与系统平台之间的界面,以保证不同供应商提供的功能模块在不同平台之上的协调工作。
5.4 CNC系统的控制原理与功能 5.4.1 CNC系统的控制原理 1. 零件程序的输入 • 手动输入和自动输入两种。 2. 译码 • 具体地说,译码是将零件程序中的零件轮廓信息(如起点、终点、直线或圆弧等)、进给速度信息(F代码)和其他辅助信息(M、S、T代码等)按照一定的语法规则解释为计算机能够识别的数据形式,并以一定的数据格式存放在指定的内存专用区域。
3. 刀具补偿 • 分为刀具长度补偿和刀具半径补偿。 1)刀具长度补偿 • 在数控立式铣镗床上,当刀具磨损或更换刀具使得Z向刀尖不在原初始加工的程编位置时,必须在Z向进给中,通过伸长或缩短1个偏置值e的方法来补偿其尺寸变化,以保证加工的深度仍然达到原设计的要求。 2)刀具半径补偿 • 数控装置使得刀具中心偏移零件轮廓一个指定的刀具半径值。
4. 插补 • 在一条已知起点和终点的曲线上自动进行数据点的密化工作。 5. 位置控制 • 在每个采样周期内,将插补计算出的理论位置与实际反馈位置相比较,用其差值控制进给电机,以实现对位置的精确控制。 6. 速度控制 1)脉冲增量插补方式的速度计算 • 脉冲增量插补用于以步进电机为执行元件的开环伺服系统。 • 在开环伺服系统中,进给脉冲的频率决定了坐标轴的移动速度。进给脉冲的数量决定论坐标轴的移动位移。
速度计算是根据程编F值确定脉冲频率值。步进电机每走一步,坐标轴移动一个脉冲当量δ。进给速度F与脉冲频率f之间的关系如下。速度计算是根据程编F值确定脉冲频率值。步进电机每走一步,坐标轴移动一个脉冲当量δ。进给速度F与脉冲频率f之间的关系如下。 • 两轴联动时,各坐标轴的进给速度如下。 • 合成进给速度为 2)数据采样法插补的速度计算 (1)前加减速控制 (2)后加减速控制
5.4.2 CNC控制器的功能 1. 轴控制功能 • CNC可同时控制的轴数,联动轴数。 2. 准备功能:G功能 3. 插补功能 4. 进给功能 • 切削进给速度 • 同步进给速度 • 快速进给速度 • 进给倍率 5. 主轴功能:主轴转速功能。
6. 辅助功能:M功能 7. 刀具功能和第二辅助功能 8. 补偿功能 • 刀具尺寸补偿和程序段自动转接 • 丝杠的螺距误差相反向间隙或如热变形补偿。 9. 字符、图形显示功能 10. 自诊断功能 11. 通信功能 12. 人机交互图形编程功能
5.5 典型数控系统 • 日本FANUC系列数控系统 • 德国SIMENS公司的SINUMERIK系列CNC系统 • 华中数控系统(HNC)
