Download

1 / 24
240 likes | 317 Views
The below PPT is about a place where machine manufacturer can go to learn the new type of machine Stainless Steel Tube Mill, Tube Mill Roll and so on.

E N D
N > NIRMAL OVERSEAS was established in 1983. It was the first company in INDIA who started the manufacture wide range of HF/RF(high frequency/ radio frequency) Tube welder and Induction heaters. > NIRMAL is the manufacture of TUBE MILL, PIPE MILL, SLITTING MACHINE, SOLID STATE WELDER,BURR FREE CUTTING CAR. > NIRMAL Manufacture complete Trunkey projects for Galvanized steel tube and pipes.
Now NIRMAL OVERSEAS is at the forth position among the world in making HF/RF Tube Welders. > NIRMAL executed several Projects on Turnkey basis from INDIA to U.A.E, SYRIA, SUDAN, EGYPT , YEMAN , BANGLADESH, CAMEROON, RWANDA,SAUDI ARABIA, OMAN , UGANDA, DUBAI, NIGERIA, NEPAL etc. • NIRMAL has been AWARDED AS A TOP TEN EXPORTER in 1997 by honorable Prime Minister of India. • NIRMAL has awarded President of India our RAMASWAMY VENKATARAMAN for first company tube mill of India.
NIRMAL has awarded our President of India RAMASWAM VENKATARAMAN .
OUR RECENT ACHIEVMENTS > Manufactured and Commissioned API Standard project from 1/2” to 14” line for GIAD PIPES CO. LTD. >API Standard 8”-20” line for ASIAN TUBES LTD, Ahmedabad > 12” line equipment for JINDAL INDUSTRIES LTD, Hissar. • Erection and commissioning of 20” API line for RATNAMANI. • Erection and commissioning of 20” API line for JINDAL INDIA,Kolkata. • Manufactured and commissioning 16-50 mm turnkey project with cold saw machine to STIL, Uganda. • Manufactured and commissioning Hydro Testing machine for 3000 as per API Standard. • Manufactured and commissioning Galvanizing Plant in Saudi Arabai, Yeman , Egypt etc. • Manufactured and commissioning 2”-8”turnkey project to Mainawati Steel, Nepal
Manufactured and commissioned Hot dip pipe galvanizing plant from ½” to 6 “ to Yemen. • Manufactured and commissioned Hot dip pipe galvanizing plant from ½ to 6” to Saudi Arabia. • Manufactured and commissioned ½ -3” turnkey project with Cold saw Machine to Nigeria. • Manufactured and commissioned ½-3” turnkey project with cold saw machine to Oman. • Manufactured and commission ½ -4” turnkey project with cold saw machine to Bangladesh. > Manufactured and commission Hot dip pipe galvanizing plant from ½” to 6” to Egypt. • Manufactured and commission Hot dip pipe galvanizing plant from ½ to 6” to Syria. • Manufactured and commission Hydro Testing Machine for 3000 PSI as per
CUSTOMER NAME DOMESTIC INTERNATIONAL > Mahalaxmi Profile pvt ltd. > M/s Al Sultan Steel factory > Galglawa pipe Ltd. > M/s Al- Nujoom metal factory > Jindal saw Ltd. > M/s Shurooq Steel industries. > Jindal India Ltd. > M/s Joot Co. Ltd. > Sri sas steel tubes pvt Ltd. > Overseas distribution Service inc. > Amkoya Engineering Contr. > BJB Pipe industries Ltd. > R.S Ispat Ltd. > Assad Said co. > Veer roll forming industries. > Tanzania brush Products Ltd. > Flnomax steel tube pvt Ltd. > Tiger steel industries LLC. > Steel and Metal tubes Ltd. > Mainawati Steel industries Pvt Ltd. > Excel auto tube private Ltd. > Giad pipe co Ltd.
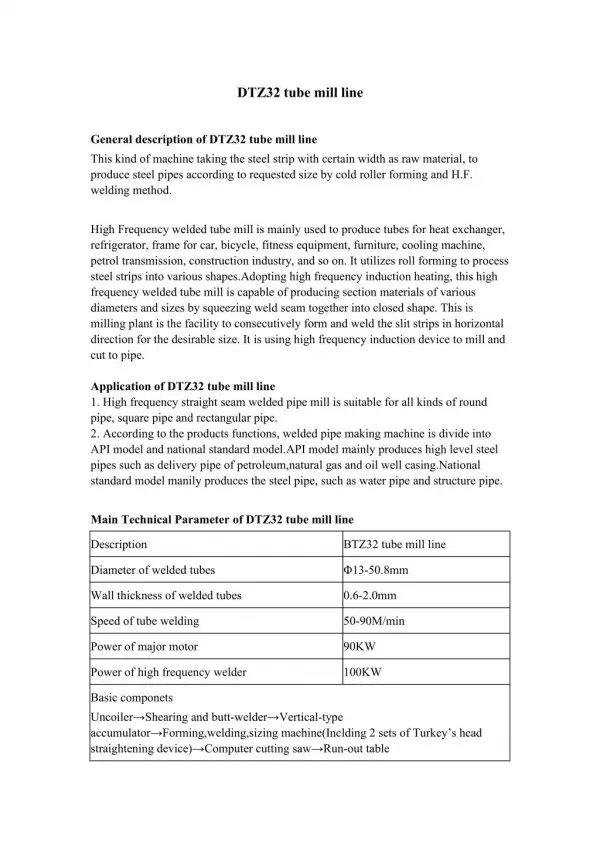
TUBE MILL TUBE MILL is a combination of equipment installed in a line for the production of HIGH FRENQUENCY INDUCTION WELDED carbon steel tubes. The process involved is cold forming of carbon steel strip in circular shape, longitudinal welding, sizing, converting in to rectangular square shape and cutting to pre-determined length.
TYPES OF TUBE MILL > TUBE MILL FOR PRECISION TUBE > TUBE MILL FOR HOLLOW SECTION. > TUBE MILL FOR CARBON STEEL PIPE. > TUBE MILL FOR API. > TUBE MILL FOR CDW TUBE(Cold drawn welding.)
TECHNICAL DESCRIPTION: Machinery name : Tube mill (0.5 to 2 inch) Coil weight : 3 to 5 ton one side Material : HRC/CRC Carbon steel Strip thickness tolerance : ± 0.05 mm Coil material/Coil grade : HR Coil Width : Maximum 185 mm Tube Ovalty : ± 0.05 max Pipe cutting length accuracy : ±1mm max in cold saw technology. Welder : Solid state induction welder 250 kw Gear box : Bevel type Electricity supply : 420 volt Cooling Water supply : Industrial water, max 32 ° C. Humidity : 60 – 98 %
LIST OF EQUIPMENT > PAY OFF REEL > WELDING SECTION > PINTCH ROLL 1. SEAM GUIDE > END SHEAR CUM BUTT WELDER 2. WELDER( HF SOLID) > ENTRY GUIDE 3. TOOL POST > CIRCULAR GUIDE > COOLING ZONE > PINTCH ROLL > SIZING SECTION > ACCUMULATOR > TRUCK HEAD > HORIZONTAL GUIDE > COLD SAW > SIDE GUIDE > RUN OUT TABLE. > LEVELLER > STAMPING GUIDE > PRESSURE PAID > FORMING SECTION > FIN SECTION
ENTRY SECTION PAY OFF REEL: This is use for unwinding the coil. It reduce the manpower as well the cost. END SHEAR CUM BUTT WELDER: In this unit the strip end of the preceding coil and leading end of the next coil passing through the mill are trimmed parallel by pneumatic shear then butt welded together using TIG/MIG/SPOT welding. ACCUMULATOR: This is mainly use to storage the strip . Storage the strip as per the tube mill capacity. Accumulator length : 10 mtr. Height : 4.5 mtr. Entry feeding sped : 150 m/min. Exit line speed : 40 – 100 m/min.
FORMING SECTION: Forming is a continuous metal forming process. Forming section in consists two types of stands • Horizontal stand( 4 stand) • Vertical stand (4 stand) Both are used for forming the strip coming from the entry guide in to tubular form. > FIN PASS SECTION: In forming section ,after the 4 stands (horizontal/vertical) there is a fin pass mill section in the forming section. The primary job of the fin section on any tube or pipe mill is to prepare the edges of the strip parallel for welding. > SEAM GUIDE: This is mainly used to maintain the proper gap b/w the edges of strip for welding.
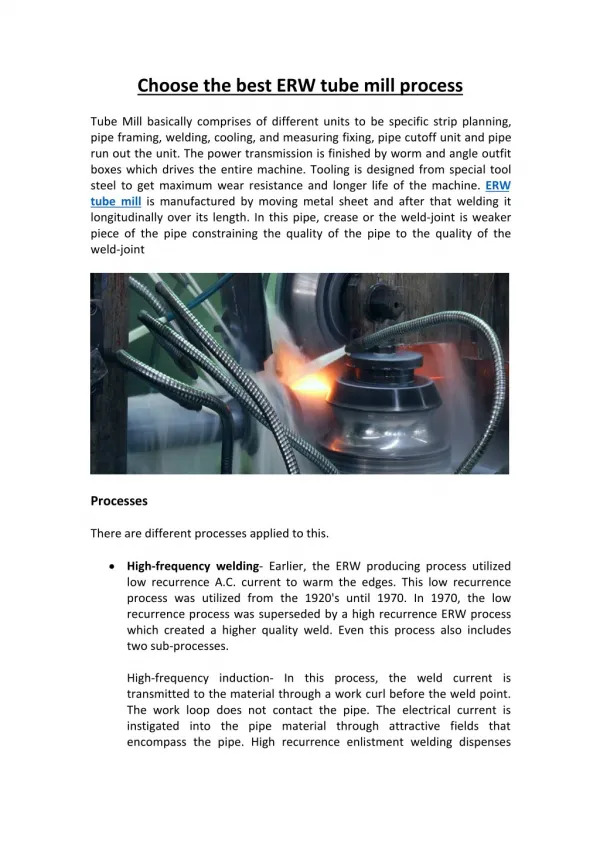
WELDER: Welder are three types- • ERW • HIGH FREQUENCY VACUUM TUBE • HIGH STATE SOLID STATE. VACUUM TUBE V/S SOLID STATE WELDER: In recent time, solid state welder have become dominant choice for HF welding and many old installation using vacuum tube equipments have migrated to solid state equipments. Solid state welder are available with power rating from 50 kW to 2000 kW and frequency range from 450 KHZ to 800 KHZ. 1. 1. GREATER EFFICIENCY- Solid state provide 80 to 85% energy efficiency versus 65 to 70% in case of vacuum tube. 2. LESSER MAINTENANCE- Vacuum tube welder operate at very high voltage (15000 volts) and Solid state welder very low voltages(500v
VACUUM TUBE SOLID STATE WELDER WELDER
COMPARE HF/RF INDUCTION WELDER AND ERW: CHARACTERISTIC HF/RF WELDER ERW > Power Up to 3 times as that Low due to higher Efficiency of ERW in terms of current penetration welding rate /KW and high amount of input. metal heated. > Stitching No effect . Limits weld rate. > Maintenance Lowest . Periodic replacement Features of costly rotary transformer. • Size ranges Can weld very Cannot weld thin wall thin wall. due to contact pressure. • Material Can weld a wide Limited to low and range of material. medium carbon steel. • Cost Lower for a given production footage. Higher.
TOOL POST: Used for remove the burr on pipe. Used of scarfing tool for remove the burr on pipe. These are two types of bead scarfing. • OUTSIDE BEAD SCARFING: This arrangement employs two independently adjustable scarfing tool holder blocks moving on separate precision slides. The tool can be adjusted in horizontal as well as vertical plane. V- shaped profile of tool support the welded tube during de-burring operation. The tool are supplied having 15 degree for aluminized and coated material for 25 to 30 degree rake angle. • INSIDE BEAD SCARFING: Outside bead scarfing is easier job because it is visible but inside bead scarfing is most difficult .The internal tool radius can only have a radius less than the radius of the inside of the tubes. Today various tool have developed but the most common tool used is Tungsten carbide ring. Normally angle of attack is 30 degree because OD/ID of scarfing ring for different ranges of tubes diameters.
COOLING ZONE: In this unit welded pipe sprayed and dipped in water for cooling. The cooling line serves to cool the welded tube down to room temp. before it enters the sizing machine. SIZING SECTION: The outside diameter of tube that is being finished in the welding stage at the welding roll stand is still not completely accurate. It is than passed through a sizing mill to bring it to required sizes and shape This process uses a vertical and horizontal stand. Turks head is provide to straighten the tube and set the size. In this section stars are roll changing setup. According to actual size and shapes change of roll setup in tube mill. Number of sizing horizontal stand:4 Number of vertical slide:4 Number of 4 roll type Turk head:3
CUTTING SECTION: Three types of cutting section. • Friction saw • Rotary saw • Cold saw COLD SAW: Continuously produced tubing is cut to length by cold saw. Cold saw cut off unit are designed and developed to make up to 18 cuts per minute for cutting 6 meter long tube. Cold saw technology produces almost burr free cutting and any tubular shape can be cut in close tolerances. It has two servo motor one is for the reciprocating movement of trolley and another is for the cutting blade. It is necessary to keep both the motor in synchronization else it create damage to blade or the length of the pipe.
SAW CARRIAGE MOTOR: AC MOTOR – 15.71 Kw Cutter motor : 15 kW Tube clamping : Pneumatic Cutting length accuracy : 1 mm Pipe OD tolerance : 0.05 mm Saw blade: HSS or TCT from 350 to 450 mm.
RUN OUT TABLE : The run out table takes the cuts tubs from the cut off section out of the line. The run out table will be driven type. Conveyor motor : 3.75 – 5 nos. TUBE MILL DESIGN: are two types- > TOP LINE > BOTTOM LINE DIFFERENT BETWEEN TOP LINE AND BOTTOM LINE : A Company bottom line can also be referred to as net earning or net profit. The top line refers to a company gross salary or revenues .They are making reference to an increase to an increase in gross sales or revenues.
TUBE MILL FORMING METHOD: are three types- > W forming ( Previously used) > State edges ( Then after) > Direct forming to square and rectangular.
INSPECTION AND TESTING OF TUBES: Material can be inspected at our works prior to dispatch. These types are- > Visual Inspection > Weld Decay test. > Chemical Analysis. > Hardness > Dimension. > Impact test > Length Majoring > Bend test > Weight > Tensile test. AS PER INTERNATIONAL STANDARD: > ASTM > API > GI > BS > IS.