Download
1 / 22
270 likes | 332 Views
Explore the intricacies of corrosion in nuclear plants, specific reactor-related issues, materials used like zircaloys, and corrosion mitigation methods. Delve into challenges with liquid metal-cooled fast breeder reactors and the importance of material compatibility with liquid sodium.

E N D
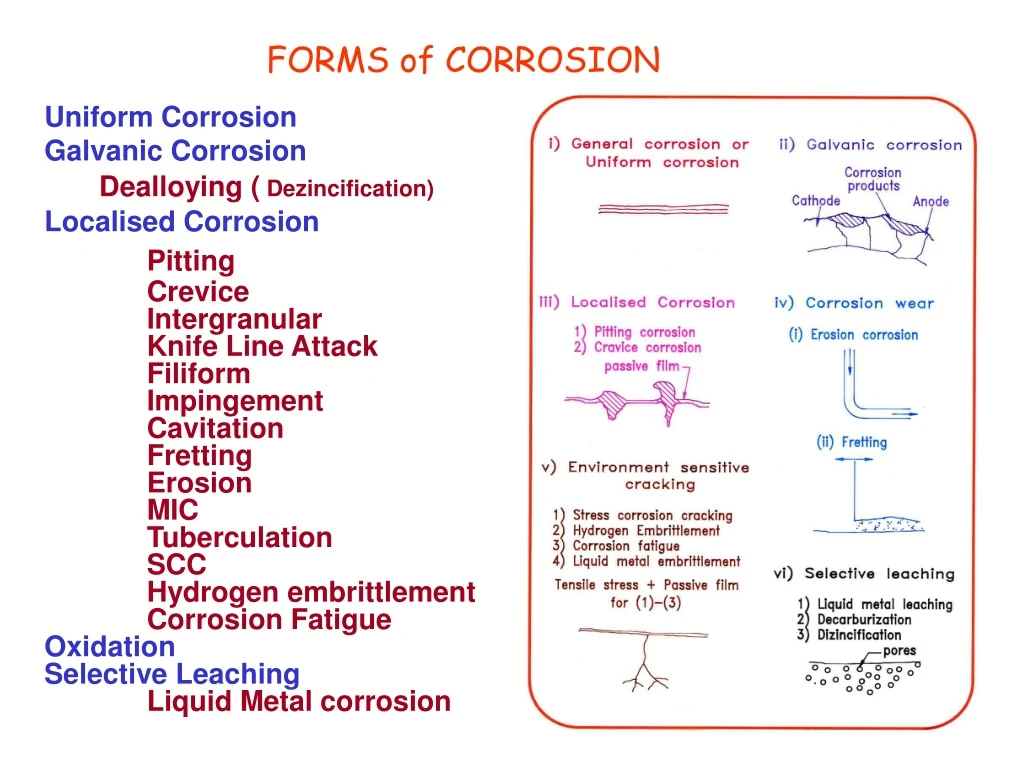
FORMS of CORROSION Uniform Corrosion Galvanic Corrosion Dealloying ( Dezincification) Localised Corrosion Pitting Crevice Intergranular Knife Line Attack Filiform Impingement Cavitation Fretting Erosion MIC Tuberculation SCC Hydrogen embrittlement Corrosion Fatigue Oxidation Selective Leaching Liquid Metal corrosion
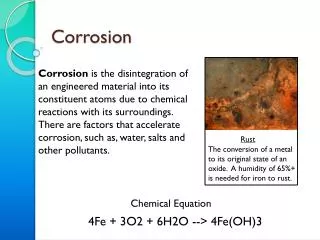
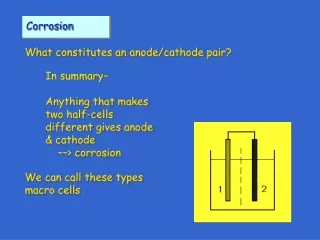
Electrochemical Theory of Corrosion At anodic sites: Zn Zn2+ + 2e Al Al3+ + 3e ; Fe Fe 2+ + 2e At the Cathodic sites: 2H+ + 2e H2 O2+ 4H+ + 4e 2H2O O2 + 2H2O + 4e 4OH-
Corrosion Protection Methods • By controlling the electrode potential so that the metal becomes immune or passive (cathodic or anodic protection) • By reducing the rate of corrosion with the aid of corrosion inhibitors added to the environment • By applying an organic or inorganic protective coating • By proper materials selection, designing components Anodic Protection Keeping material in anodic/passive range Cathodic Protections
CORROSION IN NUCLEAR PLANTS • Many corrosion problems similar to conventional power industry • (i) water-cooled reactors BWRs PWRs PHWRs • (ii) liquid metal cooled fast breeder reactors • (iii) reprocessing plants
SPECIFICITY OF NUCLEAR REACTOR RELATED CORROSION PROBLEMS • Use of special materials strength & nuclear properties zircaloys • Intense radiation fields of neutrons & gamma rays microstructural changes corrosion properties affected • Reaction of fission products with cladding • Highly oxidising environment radiolysis of coolant water • Cost of corrosion failure many times more than similar failure in conventional plants losses due to shut down of plant removal & replacement of parts extremely complicated due to radiation activation of corrosion products and their transport to out-of-core components
CORROSION IN WATER COOLED REACTORS • Material Requirements • UO2 Pellets clad in hermetically sealed tubes • Mechanical properties • Resistance to corrosion in high temperature water along OD • Resistance to corrosion by fission products along ID • Coolant Requirements • Light water or Heavy water • In PWRs & PHWRs pH 9.5 to 10.5 • In BWRs pH 7.0 to avoid any deposition of solids from the chemicals on the fuel pin • PHWRs operated under residual hydrogen • BWRs oxidising condition
ZIRCALOYS • Preferred alloy for use in high flux region of reactor core • Low thermal neutron absorption crosssection • Optimum mechanical properties • Resistance to radiation damage • Adequate compatibility with high temperature water • Two series of zirconium alloys used for reactor applications • Zr-Sn Zr-Nb • Important alloys of Zr-Sn • Zircaloy-2(Zr-1.5Sn-0.1Fe-0.1Cr-0.05N-300 to 800ppm Ni) used as cladding for BWRs • Zircaloy-4(Zr-1.5Sn-0.2Fe-0.1Cr-70ppm Ni) used for cladding in PWRs and PHWRs
ZIRCALOYS • Important alloys of Zr-Nb alloys • Zr-1Nb --- used as fuel cladding in VVERs • Zr-2.5Nb --- used as pressure tubes in PHWRs • Zr-2.5Nb-0.5Cu --- used as garter spring Zr-Sn-Nb alloys also developed • ZIRLO (Zr-1Sn-1Nb-0.1Fe) --- for extended burn-up fuel clad in PWRs • EXCEL (Zr-3.5Sn-0.8Nb-0.8Mo) --- for creep resistant pressure tubes in PHWRs
CORROSION OF ZIRCALOYS • AQUEOUS CORROSION OF ZIRCALOYS • Oxidation Hydriding Nodular Corrosion SCC • Crud-Induced Localised Corrosion • Hydride Blistering CORROSION OF ZIRCALOYS IN HIGH TEMPERATURE WATER • Uniform Corrosion • Zr + H2O ZrO2+ H+ • H+ enters zircaloy lattice or recombines to give H2
CORROSION PROBLEMS OF CARBON STEELS IN PHTs OF PHWRs • Uniform corrosion of carbon steel formation of undesirable loose corrosion products • can dissolve or erode into the coolant and transferred to the core get activated • transported to out-of-core components and spread of radioactivity & maintenance problems • HOT CONDITIONING • uniform, adherent coating of magnetite on CS surface prior to fuel charging & heavy water addition • deaerated, demineralised light water; pH = 9.8 to 10.5 (LiOH) with dissolve O < 10 ppb (hydrazine) at a temperature of 453 to 523 K (by pump heat) for about 10 days • uniform coating of 1 micron • Preservation of coating during operation by pH = 9.5 to 10.5 and 100 ppm of hydrazine
CORROSION PROBLEMS IN LIQUID METAL COOLED FAST BREEDER REACTORS • U-Pu oxide or U-Pu carbide fuel • liquid sodium coolant • primary and secondary sodium coolant loops to contain radioactivity • Austenitic Stainless Steel in primary loop, IHX & piping of secondary loop • Ferritic steels for SGs • Compatibility of these materials with liquid sodium of utmost importance
CORROSION BY LIQUID SODIUM • Inner surface of clad exposed to fuel at high temperatures • Outer surface exposed to liquid sodium at high temperature • Problems of sodium corrosion • dissolution of elements • deposition of elements • Dissolution of Elements • from high temp to low temp • from high activity to low activity • dissolution rate of elements different & depends on solubilities of these elements at service temperatures • Ni solubility in sodium more than Cr, Mo • These elements then deposit in cooler regions of IHX • O does not influence the leaching Ni, C, N, Mn • Fe, Cr, Mo, Si ternaries like FeO(Na2O2) and NaCrO2 with Na & O These ternaries dissociate at lower temp O available for further reactions • Grain boundaries high energy areas penetration maximum at grain boundaries
CORROSION BY LIQUID SODIUM • Depth of penetration follows a parabolic law: P = k * t0.5 • Leaching of these elements leads to formation of a degraded ferrite layer (4-10 m) • Region of IG attack below ferrite layer • Total damage = wall thinning + degraded layer + intergranular attack • Deposition of Elements • Na removes C from high temp to low temp regions • major influence of mechanical properties • deposition of C carburisation • removal of C decarburisation • decarburisation of cladding occurs loss of strength • 9Cr-1Mo carburises while austenitic SS decarburises • 2.25Cr-1Mo decarburises while austenitic SS carburises
Important Requirements of condenser tubes • 1. Good thermal conductivity • 2. Reasonable strength, ductility and ease of production • 3. Fabricability • 4. Resistance to • 5. Galvanic compatibility with contacting components / Erosion corrosion / Impingement attack / Pitting / Crevice corrosion / Stress corrosion cracking / Biologically influenced corrosion / Biofouling
Canditate Materials for Condenser Stainless steels Titanium Cu base alloys Ferritic Sea Cure 29Cr - 4 Mo Austenitic AL 6X 25 Ni, 20 Cr, 6.25 Mo, Al Brass Ad. Brass Al Bronze Cupro Nickels 70 - 30, 90-10 Cr addition IN 838 IN 848
Cu base Alloys Advantages Associated problems 1. High strength and toughness 2. High thermal conductivity 3. Good corrosion resistance 4. Inherent anti-fouling nature 5. Reasonable cost Corrosion Mechanical Water Side: 1. Pitting 2. Crevice 3. Sulphide attack 4. Erosion corrosion 5. NH3 attack 6. Dealloying 7. Galvanic corrosion 8. Fouling Steamside 1. Condensate grooving 2. impingement attack Mechanical: 1. Tube vibration 2. Fatigue
Stainless steels Possible type of corrosion in sea water 1. Pitting corrosion due to Chloride in sea water 2. Crevice corrosion 3.Stress corrosion cracking: ASS - Chlorides / high temperature / sensitized microstructure prone FSS, Duplex SS - immune or extremely resistant High Ni- Mo steel - Toatally resistant Superior localised corrosion resistance of Sea-Cure Totally resistant to Pitting corrosion , Crevice corrosion & Stress Corrosion cracking. Welding poses problems (s,a’, Hydrogen embrittlement)
Stainless steels 4. Galvanic corrosion - being noble problems are more 5. Erosion corrosion - greater resistance than Cu base alloys 6. Biofouling - prone and less resistant than Cu base alloys 7. Tube vibration - lesser than Ti/Cu base alloys ( Higher elastic modulus ) 8. Thermal stresses - coefficient of thermal expansion more than carbon steel and therefore more thermal stresses - buckling in tube/tube sheet joints AL6x, AL29 - 4C, Sea cure are resistant in sea water conditions. But available experience & information are very less
Titanium in sea water service *Excellent combination of strength & corrosion resistance * General corrosion rate:1/1000th of inch for every 1250 years *Pitting corrosion: Exceptionally resistant (Erp>2V(Ag/AgCl)) Crevice corrosion :Exceptionally resistant Stress corrosion Cracking: Immune Ammonia attack - Immune Sulphide attack - Immune Erosion corrosion- resistant (protective oxide is restored) Impingement attack- very less even with air bubble
Nuclear Fuel Reprocessing Nitric Acid is used in various unit operations of spent Nuclear Fuel Reprocessing plants from: • Dilute to concentrated • Room temperature to boiling condition • With redox systems • With Process impurities AISI Type 304L SS is the common material of construction • Severe corrosive conditions exist in: • Acid Dissolver • Acid Recovery Evaporator • Intercycle U+Pu Evaporator • Final Pu nitrate Concentrator • Oxalic mother liquor Evaporator
Nuclear Fuel Reprocessing • New advanced materials for corrosion mitigation • Uranus 65 or AISI 310L (high corrosion in boiling conditions) • Titanium (higher corrosion in condensate phase) • Zirconium ( SCC in nitric acid ) • Ti-5% Ta • Ti-5%Ta-2%Nb (Good at all conc. and temperature )