Download
1 / 51
520 likes | 822 Views
Fastening. Manufacturing Processes. Outline. Brazing Filler Metals and Fluxes Brazing Methods Soldering Adhesive Bonding Adhesives Design Consideration Threaded Fasteners Standard Screw Threads Thread Classes Rivets. Brazing. Brazing

E N D
Fastening Manufacturing Processes
Outline • Brazing • Filler Metals and Fluxes • Brazing Methods • Soldering • Adhesive Bonding • Adhesives • Design Consideration • Threaded Fasteners • Standard Screw Threads • Thread Classes • Rivets
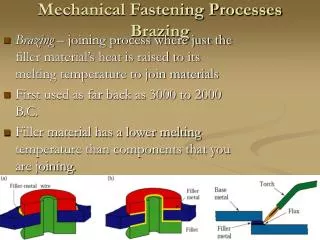
Brazing Brazing A joining process in which filler metal is melted between the surfaces to be joined; the base metal is not melted
Filler Metals and Fluxes Filler metals Melted between the surfaces to form the join Brazing fluxes Used to dissolve, combine with, or inhibit formation of oxides or other by-products; it is displaced by the filler metal and removed after the operation
Brazing Methods Torch brazing A flame is used to heat the joint, then filler is added Furnace brazing The parts and filler are heated in a furnace; flux may not be needed Induction brazing Uses heat from electrical resistance to an induced current in the work Resistance brazing A current is supplied directly to the part to cause resistance heating
Brazing Methods Dip brazing Parts are immersed in a molten salt or metal bath to heat them Infrared brazing Uses heat from a high-intensity infrared lamp Braze welding Applies filler metal to a conventional weld joint; the base metal does not melt
Soldering Soldering A filler metal is melted and distributed between the surfaces to be joined; the base metal does not melt, but the filler metal combines with it to form a metallurgical bond
Soldering Soldering a wire: soldering iron (heat source), left, solder rod, right
Soldering Fluxes Soldering fluxes should: • be molten at soldering temperatures • remove oxide films and tarnish • prevent oxidization • promote wetting of the surfaces • be displaced readily by the filler metal • leave residue that is not corrosive or conductive
Adhesive Bonding Courtesy of Air Products and Chemicals, Inc
Adhesive Bonding Types of Adhesives 1. Natural adhesives starch animal products 2. Inorganic adhesives sodium silicate magnesium oxychloride 3. Synthetic organic adhesives thermoplastics (soften when heated, harden when cooled) thermosetting (harden permanently when heated)
Primers Primers used as metal surface conditioners perform these functions: • protect corrosion sensitive surfaces • modify the properties of the bond • tacky resins help hold or position bonded parts
Theories of Adhesion Chemical bond theory Adhesion between adhesive and adherend is related to the forces holding atoms and molecules together The predicted strength of the attractive force is far higher than in reality; however, the theory is valid because chemically active primers improve adhesion
Theories of Adhesion Weak boundary layer theory Poor adhesion or adhesive failure is caused by an inclusion of low-molecular weight liquid or an unpolymerized liquid; the liquid forms a weak boundary layer that prevents the proper bonding
Theories of Adhesion Surface energy theory A liquid should have a lower surface tension than the critical surface tension of a solid in order to spread on the solid surface Surface contamination of the solid could lower the critical surface tension below the surface tension of the liquid, causing the bond to be ineffective
Theories of Adhesion Inherent roughness theory Once the adhesive has wet and spread over the adherend surface, the mechanical strength of the resin coupled to the rough surface is the basic reason for the strength of the bond Roughness would increase the surface area in which electrostatic forces could operate
Theories of Adhesion Polar theory Polar adhesives bond to polar adherends and nonpolar adhesives bond to nonpolar adherends Liquids wet and spread more effectively on solid surfaces with similar properties
Common Adhesives 1. Epoxies thermosetting metal, glass, ceramic, wood two-component epoxies resin curing agent application time: 8-12 hours 2. Cyanoacrylates liquid monomers application time: 2 seconds
Common Adhesives 3. Anaerobics thermosetting polyester acrylics almost any material application time:6-24 hours; 5 min. with proper additives and heat 4. Acrylics thermoplastic plastics, metals, ceramics, composites, even with dirty surfaces
Common Adhesives 5. Urethanes one-part thermoplastic or two-part thermosetting application time: solidifies in 2 min, cures fully in 24 hours 6. Silicones silicone thermosets metal, glass, paper, plastics, rubber cures slowly
Common Adhesives 7. High-temperature adhesives epoxy phenolics, modified silicones or phenolics, polyamides, ceramics cures slowly 8. Hot melts thermoplastic resins not true structural adhesives; applied as heated liquids and bond as they solidify
Application Methods Brushing Performed manually; coating is often uneven Manual rollers Similar to paint rollers Silk screening Brushing through open areas of a screen to coat selected areas Flowing Using manually operated flow guns; more consistent control than brushing
Application Methods Spraying Using a spray gun for fast application over large areas Automatic applicators Automatic dispensers and nozzles for medium and high production rates Roll coating A roller is partially immersed in the adhesive and transfers it to the part Pull-tab sheets The adhesive sheet comes prepared covered by a protective layer which is removed before use
Design Consideration Material porosity, hardness, surface properties thermal expansion Assembly bond area stresses Temperature during use of parts temperature extremes, rate of temperature change
Design Consideration Exposure to solvents, water, fuels, light, ultraviolet, acid, weathering Flexibility/stiffness Stability required length of time load Appearance Adhesive application Cost
Limitations • Proper selection is required • Most are unstable above 350°F (180°C) • High-strength adhesives are often brittle • Long term durability and life expectancy are difficult to predict • Surface condition, adhesive preparation, and curing can be critical
Limitations • Assembly times may be greater than other methods • Joint quality is difficult to evaluate • Some adhesives contain or produce unfavorable chemicals • Many adhesives deteriorate under certain conditions • Joints cannot be easily disassembled
Threaded Fasteners Screw An externally threaded fastener, generally assembled into a blind threaded hole Bolt An externally threaded fastener inserted through holes in parts and screwed into a nut on the opposite side
Threaded Fastener Units U.S. Standard measured in inches and fractions of inches: ¼, 5/8,1-1/8 etc. Metric (SI) measured in millimeters A fastener specified to one measurement system may have similar sizes to a fastener of the other system, but they will not fit together properly
Types of Screw Threads • Coarse-thread series general use where not subjected to vibration • Fine-thread series automotive and aircraft • Extra-fine thread series thin-walled material • Eight-thread series pipe flanges, cylinder-head studs • Twelve-thread series not used extensively
Types of Screw Threads • Sixteen-thread series where fine threads are required • American Acme thread transmitting power and motion • Buttress thread • Square thread • 29° Worm thread • American standard pipe thread pipe joints
Standard Screw Threads Where p = thread pitch, d = thread depth, and r = fillet radius, d = .54127p r = .14434p This applies to U.S. Standard and Metric bolts, but does not necessarily apply to screws 60° d r p
Thread Classes Unified system Class 1 – special applications Class 2 – normal production grade Class 3 – minimum tolerances, tight fit required A – external thread B – internal thread
Thread Classes ISO system e – large tolerance g – small tolerance H – no allowance 3-9 – tolerance grade Lower = fine quality; higher = coarse quality Grade 6 is roughly equivalent to U.S. class 2A and B
Rivets Rivet An unthreaded, headed pin used to join parts by passing the pin through holes in the parts and then forming a second head on the opposite side
Summary Brazing and soldering melt only filler material to form a join Adhesive bonding uses a viriety of chemicals that are applied as a liquid and solidify to form a bond Screws, bolts, nuts, and rivets are applied and hold material together by physical means