Download
1 / 22
220 likes | 354 Views
VOC Emissions: Correlation between testing methodologies Dr. M Pharaoh, Dr. G.J.Williams, Ms. P Madden, Mr. N Reynolds W M G, University of Warwick M.Griffin (JLR). Background to the PARD programme and objectives Test programme, vehicles and micro-chamber

E N D
VOC Emissions:Correlation between testing methodologies Dr. M Pharaoh, Dr. G.J.Williams, Ms. P Madden, Mr. N Reynolds W M G, University of Warwick M.Griffin (JLR)
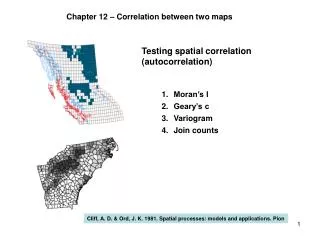
Background to the PARD programme and objectives Test programme, vehicles and micro-chamber Correlation: micro-chamber vs 1m3 chamber vs Vehicle Need Basic Comparison: overview of experimentation Experimentation. Decay work, flow rate work, temperature work Qualitative comparison Future Work VDA 276 Modelling, increasing complexity of system parameters. Contents
PARD Programme background • The Premium Automotive Research and Development (PARD) Programme consists of a portfolio of research and development projects. • Programme set up in 2003 with project deliverables to be achieved by 2010 • It is aimed at enhancing the manufacturing and design capabilities of automotive supplier companies, particularly in the West Midlands. • The programme is supported by the Regional Development Agency, Advantage West Midlands together with numerous partner companies, including a lead partner, Jaguar & Land Rover. • The International Automotive Research Centre was set up in the University’s Warwick Manufacturing Group to host the programme • Project extension programme established early 2007 to run through to March 2008
Background – PARD VIAQ Project • Objectives • Characterise vehicles and interior trim components against VIAQ limits • Identify realistic solutions to address any departures from VIAQ requirements. • Recommend suitable VIAQ test methodology and component performance specification. • Ensure effective dissemination of information to the project partners. • Achievements • Initial component evaluations have shown direct correlation with vehicle assessments • Assessment methodology has been developed for both vehicles and components. • Outputs from project work will be used within JLR materials specifications • A facility has been established to provide detailed analyses for project partners
Objectives for PARD Extension • Determine correlation between accelerated microanalysis and recognised industry standards to measure component and materials emissions levels. • Conduct detailed investigation to minimise VOC emissions from identified components • Extend engagement to other potential partners and respective supply chains
VIAQ drivers • LegislativeThe last 3 years have seen increased focus in this area and regulatory requirements for 2008 for certain markets looks inevitable. • From April 1st, 2007, JAMA Voluntary Agreement for vehicle interior air quality - 13 VOC’s (volatile organic compounds) to be monitored at 40°C. • China has signalled an intent to introduce VIAQ legislation (based upon JAMA voluntary agreement for 2007/2008 implementation) • Other Industries legislate in this area (e.g. construction industry) • Competitive • Concern exists regarding excessive exposure to VOCs causing occupant illnesses • National voluntary codes of conduct and anticipated legislation
Single µ- CTEChamber Assembly Sample tube • Micro-chamber • Diameter 45 mm • Depth 28 mm • Volume ~45 cm3 • The µ-CTE contains 6 Chambers in Total Either as a cell or chamber Heated air/gas supply • Heated block • Temps. up to 120°C • Flow controlling device • 10 – 500 ml/min Air/gas manifold supplying all 6 μ-Chambers
Correlation • Many tests available. Ease supplier load. • Ultimately want to be able to predict the performance of the vehicle from u-cte and VDA 276 type results. • Minimise VOC levels and ‘take control’ of odour.
u-cte vs 1m3 chamber vs vehicle. Emission rate over time compared to volumetric analyses. Effect of air flow over material surface Re-adsorption onto surfaces local material in-homogeneities Temperature variation Manufacturing process Effect may vary with volatile type Data Comparison
Basic Equation • VDA 276. 1m3 full component data = • u-cte data for test temperature and surface air flow • x % for each substrate layer • x % for air exchange • x % reduction for age of materials (decay) • humidity effects • Test time differential • Mechanism for emission and surface interactions
Surface air flow Rapid Removal of VOCs Air Diffusion Still air: surface boundary layer Bulk diffusion Bulk Material: - Density - Surface area - Molecular weights Surface Interactions
Qualitative Comparison: Easy U-cte vs large chamber
sampling VOC levels minus Air exchange Nominal chamber concentration Oven conditioning Sample conditioning period Steady state period Time during test Virtual Flux
Data Conclusions • u-cte gives good reproducibility • decay data shows a strong dependence on the material properties, more than VOC molecular weight • strong temperature dependence: 2 x no. of volatiles, particularly of high Molecular weight and 10 x VOC emission rate • temperature effect of different test methods • sampling and storage protocol: potential for rapid decay means storage prior to testing in very important • manufacturing variability, our work shows there is a need for improved control of VOCs during production
Future Work • extensive test programme about to start on 1m3 chamber with the focus on VDA276 • detailed work looking at greater depth on determining parameters: temperature, air flow, decay and material properties • fluid dynamics and diffusion modelling of the system • OEM consortium in place to develop common approach to testing • Supplier work • Continuing assessment of supplier materials • Follow on looking at manufacturing variability • Development of low VOC materials
Premium Automotive Research and Development Programme Environmental CompetenceProject