Download
1 / 34
660 likes | 2.14k Views
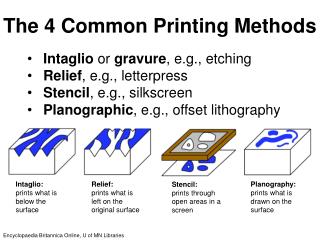
§Cp14 Gravure Printing. 14.1 Fundamental. 14.1.1 Characteristics of Gravure Printing. P333. Simplest printing Little paper waste High speed mass-circulation products:60000 or more Multiplicate substrate Highest quality. 14.1.2 Industrial Organization-application. Packaging printing

E N D
§Cp14 Gravure Printing 14.1 Fundamental
14.1.1Characteristics of Gravure Printing P333 • Simplest printing • Little paper waste • High speed • mass-circulation products:60000 or more • Multiplicate substrate • Highest quality
14.1.2Industrial Organization-application • Packaging printing • Publication printing • Specialty(专业) printing
14.1.3Basic Gravure Concepts • Methods of Cylinder Preparation-P334 • Diffusion etch process • Direct transfer process • Electromechanical process • Laser cutting process
Fig. Cylinder engraving with stylus.a Control of the engraving head; b Electromechanical cylinder engraving (Hell Gravure Systems)
Electromechanical Engraving • Engraving machine only consists of a lathe-like device, into which the prepared gravure cylinder is mounted. • The gravure cylinder rotates during engraving at a constant surface speed (depending on the screen at approximately 1 m/s). At the same time the diamond stylus of the engraving head moves at a high frequency (4–8 kHz). The diamond penetrates the copper at different depths and produces the cell.
Electromechanically engraved cells on the cylinder surface. The halftone values result from the varying cell volumes; variable area/ variable depth.
Electromechanically engraved cells (maximum engraving depth)
Engraving machine for electromechanical stylus engraving with up to 16 engraving heads.
14.1.4Well formation -P338 Figure14.10 • Every gravure well has four variables: • Depth • Bottom • Opening • Bridge
14.1.5Cylinder consideration and Preparation -P340 • Axis • Shaft • Diameter • Circumference • Face length
14.2Gravure Prinitng Machine • Rotogravure Printing Machine • Engraving Gravure Printing Machine Feeding unit + Printing unit + Registration unit + Delivery unit
Features • Direct printing • Print mass-circulation products • Round to Round structure • Fast printing speed, dry device
Part of a rotogravure printing press; the row of individual printing units is shown with the ink supply tanks in the foreground.
Electroplating process Gravure Cylinder Manufacture 电解液 直流电源整流器 The cylinder receives a base copper layer on its surface, which, among other things, serves to achieve the specified diameter of the finished gravure cylinder.
Fig. Structure of a gravure cylinder The base copper layer is coated with an engravable copper layer (approximately 80 µm) in an electroplating电镀 process. This thin layer only allows a one-time engraving. The advantage of the thin layer technique is that all the gravure cylinders of one type have the same diameter dimensions and less mechanical surface treatment is required after the electroplating process than with thick layer processes.
The process sequence for preparing an engraving cylinder is generally as follows: • removing the used gravure cylinder from the gravure printing press; • washing the gravure cylinder to remove residual ink; • removing the chrome layer; • removing the copper image-carrying layer, either chemically, by means of electroplating, or mechanically; • preparing the copper plating process (degreasing and deoxidizing, applying the barrier分隔 layer if the Ballard skin method was employed);
• electroplating; • surface finishing with a high-speed rotary diamond milling head and/or with a burnishing stone or a polishing band; • etching or engraving (producing the image on the gravure cylinder); • test printing (proof print); • correcting the cylinder, minus or plus (i.e., reducing or increasing the volume of cells);
• preparing the chrome-plating process (degreasing and deoxidizing, preheating, and – if necessary – sometimes polishing); • chrome-plating; • surface-finishing with a fine burnishing stone or abrasive paper砂纸; • storing the finished cylinder or installing it directly in the gravure printing press.
I I I P P P uprightness gradient horizontal A. Impression Cylinder The impression roller consists of a special rubber layer of high shore hardness and is applied seamlessly 3.5mm rubber layer B. Plate Cylinder Position Arrangement:
I P I P The radio of cylinder diameter: r (P) : r (I) = 1 :2 r (P) : r (I) = 1 : 1
Direct inking open Indirect close Direct inking(淹辊型) Close inking (喷淋型) Indirect inking(上墨辊型) C. Inking unit 使用液体油墨
blade P Blade The blade is subject to a high level of wear and must be changed regularly (normally with a new print job). The blade must be aligned exactly parallel to the gravure cylinder surface, assured today by the hydraulic blade clamping with pressure selection and self-alignment. The angle of contact is also important for a good result and is used as a control parameter with difficult images Ø
支点 Gravure inking unit. a Principal structure; b Doctor blade
D. Drying • The ink used for gravure printing has a low viscosity, • so that the ink in the cells can run out properly and be • transferred onto the paper. • This low viscosity is principally achieved by using a high proportion of solvent with low boiling point in the ink. • To dry the printed ink, the solvent must evaporate in a high velocity air dryer after leaving the printing nip.
14.3Gravure process • Pre-preparation • Press • Quality check
14.3.1 Pre-preparation 1. Check • Operation instructor • format / quality / • cutting / folding / • binding principle / • paper standard • ink standard • Paper standard checking • Ink standard checking • Printing machine checking (clean , lubricating润滑)
E. Plate checking : plate cleaning; plate format ; clear text / line; the height of non-printing part;
3. Plate Installation: Fixed the plate on the platform or cylinder 4. Adjust Pressure: Make the impression pressure uniform
14.3.2 Press Operation Check • Paper feeding , check the feeder • Inking, check the inking unit • Plate fixation • Check the press
3.凹版印刷常见故障 1)油墨引起的故障 a. 粘度过大 油墨溢出 (提高油墨粘度或印刷速度,或减小刮墨刀角度) b. 先印墨层有排墨性 后印油墨无法顺利转移,叠印不良 (降低先印色粘度,减慢厚印色干燥速度) c. 干燥太快 油墨在印版上干结,印品色泽不鲜艳 (改善油墨的再溶性,防止热风吹到版面) d. 干燥太慢 印品背面蹭脏 (在油墨中加入防粘剂,减少可塑剂和可塑性树脂的用 量;减少纸张堆放量) e. 油墨颗粒粗糙 印张墨痕 (选用合适的油墨)
2). 印版滚筒引起的故障 a. 滚筒表面刮痕和凹凸,铬镀层不匀 印品墨痕 b. 滚筒偏心 压力不匀,印品网目化 3). 刮墨刀引起的故障 a. 刮墨刀刮头损伤或压力不当 印品墨痕 b. 刮墨刀刮墨过多 印品网目化 (调整刮墨角度) c. 刮墨角度过大 印品油墨过量产生墨斑 (减小刮墨角度)