Download
1 / 36
360 likes | 468 Views
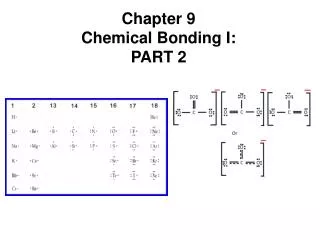
Chapter 5 – Part 3. The TQM Philosophy. Mini Case: Quality Improvement. Operation: Adding Toner to Cartridge Current Process. USL. LSL. 20% Defective. X = Amount of Toner Toner. Mean. Target. Target Toner. Mini Case: Quality Improvement. What’s wrong with this operation?

E N D
Chapter 5 – Part 3 The TQM Philosophy
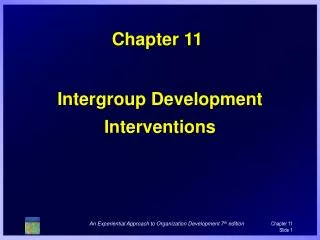
Mini Case: Quality Improvement Operation: Adding Toner to Cartridge Current Process USL LSL 20% Defective X = Amount of Toner Toner Mean Target Target Toner
Mini Case: Quality Improvement • What’s wrong with this operation? • How should it be corrected? • Why is this fix feasible?
Mini Case: Quality Improvement New Process – Mean Shifted to left and centered on target USL LSL Amount of Toner Target
Mini Case: Quality Improvement • Benefits? • Next step?
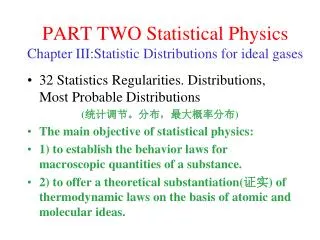
LSL USL 20% Defective Mean Target Mini Case: Quality Improvement Suppose the current process looked like this. Will adjusting the mean to the target improve the process? Amount of Toner
LSL USL 10% Defective Mean =Target Mini Case: Quality Improvement Mean adjusted to target 10% Defective Amount of Toner
Seven Tools of Quality Control • Cause-and-Effect Diagrams • Flowcharts • Checklists • Control Charts • Scatter Diagrams • Pareto Analysis • Histograms
Methods Materials Cause Cause Cause Cause Cause Cause Cause Cause Cause Cause Cause Cause Effect- problem Environment Manpower Cause-and-Effect Diagram(Fishbone Diagram) Machines 4M + E
Checklist • Simple data check-off sheet designed to identify type of quality problems at each work station; per shift, per machine, per operator
Control Charts (Chapter 6) • Control charts are tools for predicting the future performance of a process. • If we can predicting performance, we can take corrective action before too many nonconforming units are produced.
Control Charts (Chapter 6) • Suppose we construct a control chart for the thickness of the gold plating of an electrical connector. • We take samples of connectors over time and compute the mean of each sample. • After several time period, we use the sample means to estimate the mean thickness.
Control Charts (Chapter 6) • We then construct two control limits: • an upper control limit (UCL) and • a lower control limit (LCL) • We do this by adding subtracting 3 standard deviations to the estimated mean: LCL = Estimated Mean – 3(Standard Deviation) UCL =Estimated Mean + 3(Standard Deviation)
Mean thickness mean Time Control Charts (Chapter 6) • We plot the estimated mean and the control limits on the control chart. • The result is called a control chart for the process mean.
Control Charts (Chapter 6) • If the sample means fall randomly within the control limits, the process mean is in control. • “In control” means that the process mean is stable and hence predictable. • If at least one sample mean fall outside of the control limits, we say the process mean is “out of control.” • In this case, the process mean is unstable and not predictable. • The goal is to find out why and remove the causes of instability from the process.
Scatter Diagrams A graph that shows how two variables are related to one another Optimal Speed
Percent of defects Runs Bubbles Cracks Missing Uneven Pareto Diagram Pareto Principle: 80% of the problems may be attributed to 20% of the causes. 80%
Reliability • Reliability is the probability that the product, service or part will function as expected. • Reliability is a probability function dependent on sub-parts or components.
Reliability • Reliability of a system is the product of component reliabilities: RS = (R1) (R2) (R3) . . . (Rn) RS = reliability of the product or system R1 = reliability of the first component R2 = reliability of the second component . . . Rn = reliability of the nth component
Example 1: Components in Series • A radio has three transistors. • All transistors must work in order for the radio to work properly. • Probability that the first transistor will work =.80 • Probability that the first transistor will work =.90 • Probability that the first transistor will work =.85 • What is the reliability of the radio?
Solution RS = (R1) (R2) (R3) RS = (.80) (.90) (.85) =.51 R1 = .80 R2 = .90 R3 = .85
Example 2: Backup Components • Backup component takes over when a component fails. • Suppose only one transistor is needed for the radio to work. • In case the one transistor fails, a backup transistor has been installed. • Probability that the original transistor will work =.92 • Probability that the backup transistor will work =.87
Example 2: Backup Components • The backup transistor is in parallel to the original transistor. R1 = .92 RBU = .87
Example 2: Backup Components • Parallel components allow system to operate if one or the other fails • Increase reliability by placing components in parallel • For system with one component and a BU component: RS = R1 + [(RBU) x (1 - R1)] 1 - R1 = Probability of needing BU component = Probability that 1st component fails
R1 = .92 RBU = .87 = .92 +[(.87) x (.08)] = .9896 Solution RS = R1 +[(RBU) x (1 - R1)] RS = .92 +[(.87) x (1 - .92)]
R1 = .80 R2 = .88 RBU = .75 Example 3: Series with Backup Components
Example 3: Series with Backup Components • BU is in parallel to first component. • Convert to system in series. • To this by first finding reliability (probability) of components. A = Probability that first component or its BU works B = Probability that second component works = R2 RS = A x B
Part 1 Part 2 .95 .88 Solution A = R1 +[(RBU) x (1 - R1)] = .80 +[(.75) x (1 - .80)] = .95 B = R2 =.88 RS = A x B = .95 x .88 = .836
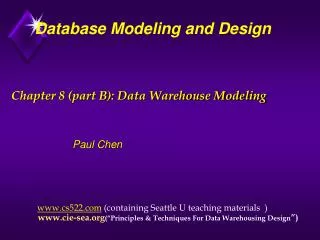
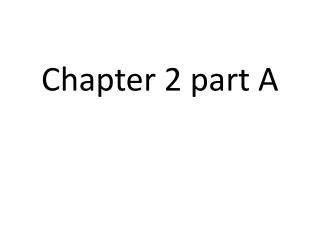
Infant Mortality Maturity Failure Rate Constant Failure t2 t1 Time t0 Reliability Over Time - Bathtub Curve
Quality Awards and Standards • Malcolm Baldrige National Quality Award (MBNQA) • The Deming Prize • ISO 9000 Certification
MBNQA- What Is It? • Award named after the former Secretary of Commerce – Regan Administration • Intended to reward and stimulate quality initiatives • Given to no more that two companies in each of three categories; manufacturing, service, and small business • Past winners: • Motorola Corp., Xerox, FedEx, 3M, IBM, Ritz-Carlton
Baldrige Criteria • Leadership (125 points) • Strategic Planning (85 points) • Customer and Market Focus (85 points) • Information and Analysis (85 points) • Human Resource Focus (85 points) • Process Management (85 points) • Business Results (450 points)
The Deming Prize • Given by the Union of Japanese Scientists and Engineers since 1951 • Named after W. Edwards Deming who worked to improve Japanese quality after WW II • Not open to foreign companies until 1984 • Florida P & L was first US company winner • Based on how well a company applies Deming’s 14 points
ISO 9000 • Set of international standards on quality management and quality assurance, critical to international business • Data based approach to decision making • Supplier relationships • Continuous improvement • Customer focus • Leadership • Employee training • Process (operations) management