Download
1 / 3
60 likes | 452 Views
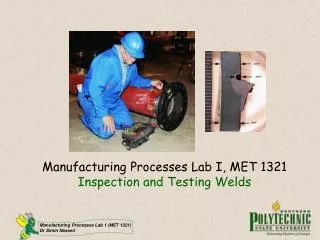
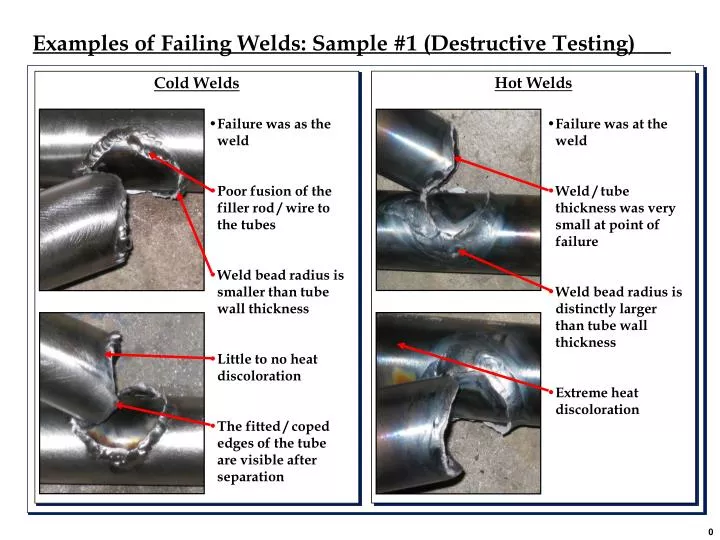
Hot Welds. Cold Welds. Failure was as the weld Poor fusion of the filler rod / wire to the tubes Weld bead radius is smaller than tube wall thickness Little to no heat discoloration The fitted / coped edges of the tube are visible after separation. Failure was at the weld

E N D
Hot Welds Cold Welds • Failure was as the weld • Poor fusion of the filler rod / wire to the tubes • Weld bead radius is smaller than tube wall thickness • Little to no heat discoloration • The fitted / coped edges of the tube are visible after separation • Failure was at the weld • Weld / tube thickness was very small at point of failure • Weld bead radius is distinctly larger than tube wall thickness • Extreme heat discoloration Examples of Failing Welds: Sample #1 (Destructive Testing) 0
Examples of Failing Welds: Sample #2 (Destructive Inspection) • Inconsistent and unclearly defined fusion line • Weld bead radius is smaller than tube wall thickness • Weld bead does not adequately contact and fuse the both tubes 1
Sample #2 – Destructive Inspections Sample #1 – Destructive Testing Examples of Passing Welds • Moderate Heat Discoloration • Weld bead radius is approximately the same as tube wall thickness • Clearly defined and substantially uniform width fusion line, no burn - through • Failure was not at the weld • Weld bead radius is approximately the same as tube wall thickness • Moderate Heat Discoloration 2