Download
1 / 3
30 likes | 48 Views
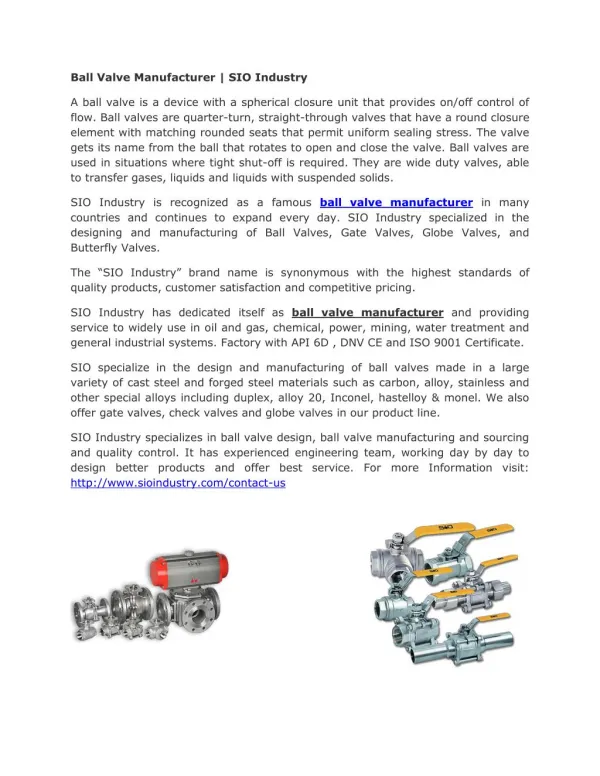
Specialityvalve is a leading and reputed Safety valve manufacturer in India. A safety valve is a type of valve that is designed to automatically release pressure from a system or vessel if the pressure exceeds a predetermined level. This is an important safety feature in many applications where high pressure can pose a danger to people, equipment, or the environment. 3Body Material u2013 Cast Iron and Steel (A216 WCB, WCC, LCB, LCC, WC6, WC9), Ductile Iron, Stainless Steel [SS316, SS304, SS316L, SS904L, CF8, CF8M, F304, F316, F31L, F51, F3, F55, F91], WCB, WC6, SS304, SS316, DUPLEX STEEL.<br>Class u2013

E N D
Safety valve manufacturer in India Specialityvalve is a leading and reputed Safety valve manufacturer in India. A safety valve is a type of valve that is designed to automatically release pressure from a system or vessel if the pressure exceeds a predetermined level. This is an important safety feature in many applications where high pressure can pose a danger to people, equipment, or the environment. Safety valves are commonly used in boilers, pressure vessels, and pipelines to protect them from overpressure. In the event that the pressure inside the system exceeds a safe level, the safety valve will open, allowing the excess pressure to be released. This helps to prevent catastrophic failures and damage to the system, and it can also help to prevent explosions or other safety hazards. Safety valves are typically designed to open fully at a specific pressure and to close again once the pressure has dropped below a certain threshold. They may be spring-loaded, lever-operated, or controlled by an electronic or pneumatic system, depending on the application. Regular testing and maintenance of safety valves is important to ensure that they are functioning properly and can provide reliable protection in the event of an overpressure situation. Specialityvalve is a well-known Safety Valve Manufacturer in India which offers good quality safety valves globally. Types of Safety valves 1. Spring-loaded safety valves 2. Pilot-operated safety valves 3. Deadweight safety valves 4. Bellows safety valves 5. Balanced safety valves
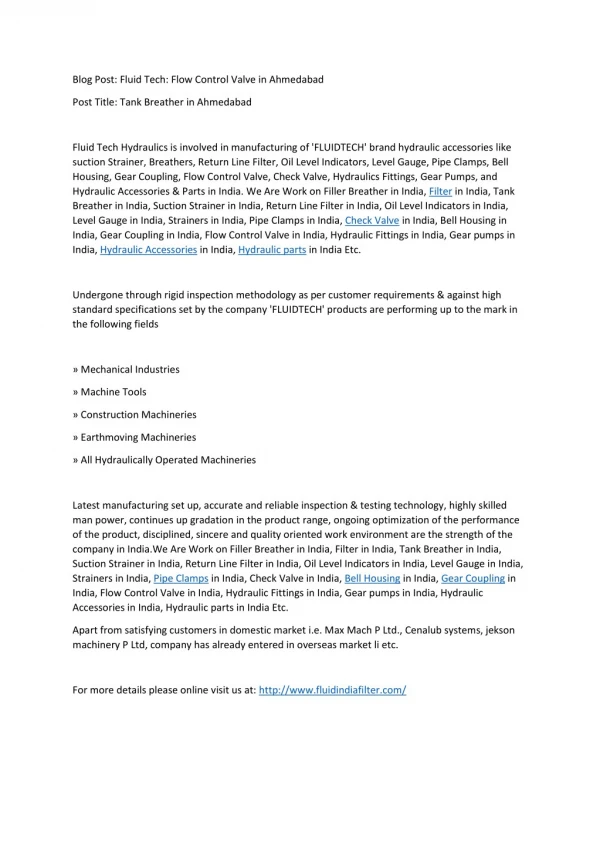
Advantages of Safety valve: 1. Safety: The primary advantage of safety valves is that they provide an important safety feature to prevent equipment or system failure due to overpressure. By automatically releasing excess pressure, safety valves can prevent damage to equipment, injury to personnel, and other potential hazards. 2. Compliance: Safety valves are often required by law, regulations, or industry standards to ensure safe operation of certain equipment or systems. By using safety valves, organizations can ensure that they are in compliance with these requirements. 3. Reliability: Safety valves are designed to operate reliably over long periods of time, with minimal maintenance or intervention. This ensures that they will function properly when needed, without the risk of failure or malfunction. 4. Flexibility: Safety valves can be designed and configured to meet specific application requirements, including different pressure ranges, flow rates, and operating conditions. This allows organizations to select the most appropriate safety valve for their needs. Industries of the safety valve: 1. Oil and gas 2. Power generation 3. Chemical processing 4. Aerospace
Body Material – Cast Iron and Steel (A216 WCB, WCC, LCB, LCC, WC6, WC9), Ductile Iron, Stainless Steel [SS316, SS304, SS316L, SS904L, CF8, CF8M, F304, F316, F31L, F51, F3, F55, F91], WCB, WC6, SS304, SS316, DUPLEX STEEL. Class – 150 – 2500 PN 10 – PN 450 Size – ½ - 24” Ends- Butt welded, Socket welded, Flanged, Threaded https://www.specialityvalve.com/product-category/safety-valve/