Download
1 / 17
170 likes | 279 Views
Cooling Pipes: Force Analysis. Thermal forces Disc deflections Manufacturing tolerance forces Glue joint analysis Friction forces. Thermal forces. Temperature decrease 40 K. Thermal Deflections. Maximum deflection of the disc is 31 m

E N D
Cooling Pipes: Force Analysis • Thermal forces • Disc deflections • Manufacturing tolerance forces • Glue joint analysis • Friction forces
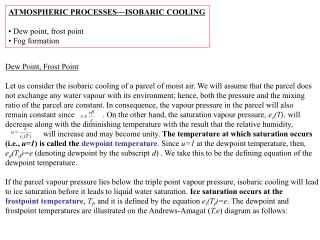
Thermal forces Temperature decrease 40 K
Thermal Deflections • Maximum deflection of the disc is 31 m • Thermal deflection of the cooling pipe between two cooling blocks if one end would be free: L = L · · T = 65 · 15 ·10-6 · 40 = 39 m • A manufacturing tolerance of this value would result in the same forces
Manufacturing tolerance • Analysis of pieces of cooling pipe between two adjacent blocks. One end gets a prescribed deflection, other end: • all six DOFs fixed • all DOFs fixed except one rotational DOF • Random effect, the average disc deflection is zero, deflections because of standard deviation • Stresses in the glue layer between insert and disc surface
Manufacturing tolerance forces One end displaced 0.1 mm in tangential direction
Actual situation • Holes in cooling blocks have diameter 2.2 mm, screws to attach cooling blocks to inserts are M1.6 • This means that the clearance between screw and hole is between 0 and 0.6 mm • Below this tolerance, the rotation can be set free. In a worst case situation the rotation has to be fixed if the manufacturing tolerance > 0.3 mm 2.2 1.6
Forces (Highest forces and torques occur at the inserts of the secondary middle cooling blocks)
Disc Deflection • Mean total force = 0, because of the random direction of the manufacturing tolerances, assume a normal distribution of the forces • Standard Deviation of the total tangential force total= F · n • Per insert: 4.2 · total /n = 4.2F/n (at Z = 4.2, the chance of exceeding this value is 0.1% in 18 discs) • Take mean tangential force of the secondary cooling blocks and the number n as the overall amount of secondary cooling blocks
Disc Deflection Same deflection as thermal deflection (31.2 m) will be reached at a manufacturing tolerance of 130 m Maximum deflection of disc (200 m) will be reached at a manufacturing tolerance of about 400 m
Analytical glue joint analysis Force glue glue with Filling in all properties: max = 0.4 MPa (with 0.5 mm manufacturing tolerance)
glue Analytical glue joint analysis Torque with Filling in all properties: max = 5.7 MPa (with 0.5 mm manufacturing tolerance)
Considerations • The calculated values for the shear stress are heavily depending on the boundaries of the glue joint • By making a well-finished glue joint, stresses can be brought down • Tests have to be done on the glue joint to get a good feeling of the glue strength
Numerical glue joint analysis 19.8 MPa
Numerical glue joint analysis 8.9 MPa
Numerical glue joint analysis 11.3 MPa
Prestressed screws • Cooling blocks are attached to insert with M1.6 • Max. prestressing force Fs = max · A • If max = 150 MPa and A = 1.27 mm², then Fs = 191 N per screw • Friction force Ff = 2·Fs· = 2·191·0.1 = 38.2 N • If manufacturing tolerance is 0.4 mm, then the force and the torque together give a force of 31.6 + 147/22.8 = 38.0 N
Concluding remarks • Keeping the manufacturing tolerance at 0.3 mm will be safe because of the low forces and zero moments • If 0.3 mm cannot be reached, 0.4 mm is the absolute maximum with respect to disc deflections • Glue joint analyses give very different results, because of the uncertatinties of the boundary geometry • 0.4 mm is a limit if there wouldn’t be a positioning pin between cooling block and insert; the positioning pin can take a lot of the friction force away