Download
1 / 31
310 likes | 426 Views
M ODELAMIENTO. Es necesario conocer el blanco del cual se partirá para llegar a la pieza final, entonces se puede: Ensamblar el blanco con la pieza de trabajo. Hacer el blanco sobre la pieza de trabajo.

E N D
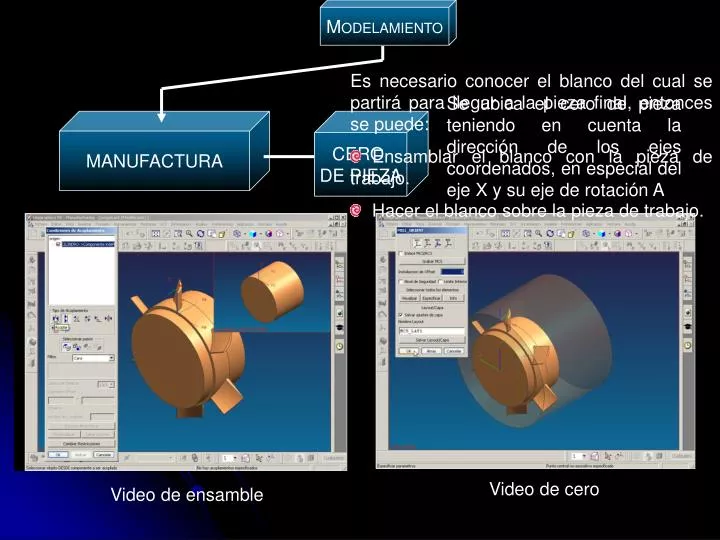
MODELAMIENTO Es necesario conocer el blanco del cual se partirá para llegar a la pieza final, entonces se puede: Ensamblar el blanco con la pieza de trabajo. Hacer el blanco sobre la pieza de trabajo. Se ubica el cero de pieza teniendo en cuenta la dirección de los ejes coordenados, en especial del eje X y su eje de rotación A MANUFACTURA CERO DE PIEZA DESPUES Video de cero Video de ensamble
MODELAMIENTO MANUFACTURA CERO DE PIEZA SELECCIÒN GEOMETRÍA
SELECCIÓN GEOMETRÍA SELECCIÒN PIEZA DE TRABAJO En la selección de la geometría de trabajo se debe tener en cuenta: SELECCIÓN BLANCO Video de selección de geometría
MODELAMIENTO MANUFACTURA CERO DE PIEZA SELECCIÒN GEOMETRÍA SELECCIÒN DE HERRAMIENTA
DIAMETRO RADIO DE PUNTA En el momento de seleccionar la herramienta, son muchos los factores que se deben tener en cuenta, entre ellos tenemos: SELECCIÒN HERRAMIENTA No DE FILOS No HERRAMIENTA AJUSTAR REGISTRO MATERIAL
SEGUIMIENTO DETALLADO DEL PROGRAMA Semiacabado Acabado piso Acabado 1 Seguimiento acabado 1 Acabado 2
SIMULACIÓN DEL PROGRAMA Rasgo geométrico final Remoción de dos rasgos geométricos
PROBLEMAS PRESENTADOS DURANTE EL PROCESO • CERO DE PIEZA • NO TENER EN CUENTA LA LIMITACIÓN DEL EJE A (MAX 9990 grados) DISEÑO ESTRATEGIA DE MECANIZADO
PROBLEMAS PRESENTADOS DURANTE EL PROCESO • GIRO DEL HUSILLO INVERTIDO • COMPENSACIÓN DE HERRAMIENTAS • LIMITE VELOCIDAD EN CORTE POSTPROCESO
PROBLEMAS PRESENTADOS DURANTE EL PROCESO • TRABAJO DE HERRAMIENTA CON FILO INADECUADO MECANIZADO
PROBLEMAS PRESENTADOS DURANTE EL PROCESO Desplazar el cero de pieza
PROBLEMAS PRESENTADOS DURANTE EL PROCESO • TRABAJO DE HERRAMIENTA CON FILO INADECUADO MECANIZADO • ACABADO SUPERFICIAL
PROBLEMAS PRESENTADOS DURANTE EL PROCESO Simulación UG
ESTRATEGIA DE MECANIZADOPARA RODETE DE MICROTURBINA MAQUINA 6-EJES conControlador MX2000 UNIGRAPHICS
MODELAMIENTO MANUFACTURA
ESTRATEGIA DE MANUFACTURA Video estrategia inicial
ESTRATEGIA DE MANUFACTURA Se opto por cambiar la estrategia anterior debido a la limitación de memoria del controlador MX200. Entonces se plantea dividir la estrategia de mecanizado en dos operaciones, cada una de solo una pasada para generarla a partir de UNIGRAPHICS.
ESTRATEGIA DE MANUFACTURA Remoción de rasgo geométrico básico Rasgo geométrico final
MODELAMIENTO MANUFACTURA CERO DE PIEZA SELECCIÒN GEOMETRÍA SELECCIÒN DE HERRAMIENTA CREAR PROGRAMA CREAR OPERACIÓN DE MANUFACTURA
Desbaste Principal Estrategia de una sola pasada generada en UNIGRAPHICS. Con el controlador MX2000, se utiliza un ciclo para repetir la estrategia de manufactura
POSTPROCESO PARA MX2000